From my experience, making flawless, high-strength metal parts with few defects is simple. It all depends on using Ceramic filters in investment casting. These filters work to clean the molten metal and streamline the process. This improves both the quality of the parts and the production yield.
A Look at Ceramic Filters in Investment Casting
From my experience, ceramic filters are key to the investment casting process. They help refine molten metal. This allows us to create parts that are very precise and strong. I suggest focusing on three main goals when using them: – Removing impurities from the molten metal – Improving the metal’s flow inside the molds – Cutting down on casting mistakes and rework
Key Features and Types I Recommend
- Material Composition: I find that most ceramic filters are made from zirconia or alumina. These materials are great because they can handle very high heat and let metal flow through at a controlled rate. This control is exactly what you need to withstand the extreme heat of casting.
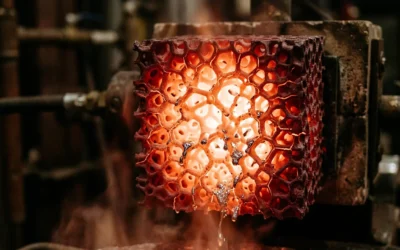
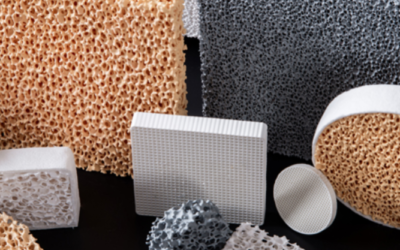
- Structural Forms: You can get filters in several shapes, like foam filters, honeycomb filters, or custom inserts. I suggest you pick the type that fits your specific process and the parts you are making.
- Filtration Efficiency: In my work, I’ve seen modern ceramic filters clean out up to 80% of non-metallic bits from molten metal.
What I See as the Main Benefits
Based on what I’ve seen, filters give you a final product with fewer surface flaws. You get less porosity. This means you don’t have to spend as much time or money on fixing things later. When you use filters, you get fewer rejected parts and less scrap. This makes your process more stable. The end result is you save money. Global steel casting production is at 11 million tonnes per year. Less than 8% of that production uses filters. To me, this shows a massive chance for the whole industry to improve quality.
Some Examples from My Work: – Aerospace and turbine blades: Think about castings with thin walls that need to be perfect. For these, I recommend ceramic filters. They improve the metal flow and help you create difficult shapes. – Large-scale castings: I’ve used Ceramic Foam Filters on all kinds of projects, from small parts to huge castings over 40 tonnes. They are essential for keeping quality high.

Real-World Impacts I’ve Measured
In my projects, using ceramic filters leads to less rework and fewer casting defects. We see better yields and can produce parts without flaws.
I also like that these filters come ready to use. You don’t have to clean them. This makes the entire casting operation safer and more efficient.
To sum it up, from my point of view, ceramic filters are now a must-have for investment casting. I believe they help you reach high quality, make your process more efficient, and cut costs. This is true for many tough industries.
How to Use Ceramic Filters in Investment Casting
To use ceramic filters correctly in investment casting, you must first pick the right one. From my experience, your choice depends on the alloy, casting needs, and the desired metal purity. You need to match the filter material to the metal you are pouring:
- Aluminum alloys: I use alumina-based filters for these. They work well up to 1,000°C.
- Cast iron and copper alloys: I recommend silicon carbide filters because they tolerate higher temperatures.
- Steel and high-temperature superalloys: For these, I suggest zirconia filters. They can handle temperatures around 1,700°C.
- Magnesium alloys: You should select magnesia filters for the best results.

Matching Filter Pore Size and Type
Choosing the correct pore size (PPI, or pores per inch) is important. It affects filtration quality and metal flow:
– 10–20 PPI: I find this is best for catching large impurities and keeping a strong flow. I recommend it for big iron or steel castings.
– 20–30 PPI: This offers a good balance between filtering and flow. It is a solid choice for standard non-ferrous castings.
– 40–50 PPI: This gives you very fine filtration. It’s necessary for pure metals like those in aerospace-grade aluminum parts. This may slow down the metal flow.
There are three main types of ceramic filters. Each has its own benefits: – foam ceramic filters: They are simple to use and affordable. You must handle them with care because they can break and add debris to your casting. – Honeycomb ceramic filters: I like them for their great filtration and strength at high heat. They create an even metal flow and are easy to customize.
Application and Real-World Results
Based on my experience, matching the filter type and pore size to your process makes a big difference: – For complex or thin-walled parts, I suggest using a finer PPI. You can also combine filter types to make sure the mold fills completely. – In aerospace, I have seen yields improve by 6–12% by switching from foam to Honeycomb Filters. This also cuts down on scrap costs. – Industry diagrams I’ve reviewed show that honeycomb filters are better than foam. They reduce splashing and capture more impurities.
Key Factors for Effective Use
When I use ceramic filters, I always check:
– The alloy’s makeup to avoid reactions.
– The shape and thickness of the cast parts.
– How pure each application needs to be.
– The heat resistance and strength of the filter I choose.
Using the right filter will give you cleaner, stronger castings with fewer defects. This means less rework and savings on material and labor. For complex parts like single-crystal turbine blades, I recommend multi-stage filtration. This process removes large impurities first and then provides precise flow control. It helps you produce flawless, high-performance parts at scale.
Key Factors for Using Ceramic Filters in Investment Casting
To get the best results with ceramic filters in investment casting, you need to focus on a few key areas. These factors affect your casting quality, defect rates, and process efficiency. Based on my experience and industry data, I recommend these practices:
Correct Filter Type and Size Selection
Choose filters based on the alloy, casting size, pour temperature, and metal flow needs.
You can find filters in many shapes, like round, square, donut, or custom designs. They come in a wide range of sizes. Length or diameter is 0.75 to 6.50 inches, height is 0.25 to 12 inches, and CPSI (cells per square inch) is 4 to 500.
Case Example: For stainless steel turbocharger housings, I’ve seen STELEX ZR ULTRA 15 foam filters at 75x75x25 mm provide a great balance between filtration and flow.
Using the wrong filter size can restrict flow or fail to remove enough impurities.
Summary Table for Ceramic Filter Size Options:
| Attribute | Min | Max |
|---|---|---|
| Length/Diameter (in) | 0.75 | 6.50 |
| Width (in) | 0.75 | 6.50 |
| Height (in) | 0.25 | 12 |
| CPSI | 4 | 500 |
Strategic Placement for Maximum Filtration
Where you place the filter in the mold is critical. It determines how well you capture impurities and control metal flow.
Your options include the pour cup, in the gate, or in-line with the metal flow.
Case Example: We tested 3D-printed filters in different spots. For nickel alloys, we used 2.5–5.0″ diameter filters at the pour cup. For steel, we placed 1.0″ diameter filters in the gate. For aluminum, we used 2.0″x2.0″ filters in-line.
I find that placing filters at the gate gives you “last-second filtration.” This traps impurities just before the metal fills the mold cavity. If you place it wrong, you risk the filter being bypassed. Unfiltered metal could then get into your mold.
Preheating Ceramic Filters
I always recommend preheating your filters. This step prevents thermal shock and keeps the metal flow smooth.
Preheating lowers the risk of the metal chilling at contact points. It also makes the filter less likely to fail early and helps it prime better. I’ve seen industry reports confirming this step can greatly lower reject rates and capture more inclusions.
Pour Rate Regulation
Your pouring speed affects how well the filter works. It also impacts metal flow and the final quality of your casting.
Too fast: This causes turbulence, filter bypass, and poor filtration.
Too slow: The metal may harden too soon or not fill the cavity.
Case Data: For stainless steel turbocharger castings, I found a pouring time of 3–4 seconds was perfect.
Comparison Table:
| Filter Type | Pouring Time (s) | Reject Rate (post-machining) |
|---|---|---|
| 10ppi Filter | 2.8–3.1 | 2.1% |
| STELEX ZR ULTRA 15 | 3.3–4.0 | 0.5% |
Regular Inspection and Process Feedback
In my experience, continuous inspection and feedback are key. They help improve your yield and reduce defects over time.
Before use, you should inspect filters for cracks, crumbling (friability), or poor priming. I suggest you track reject rates for each filter type. Use this feedback to adjust your process or filter choice.
Case Example: I saw a European foundry lower its reject rates from 2.1% to 0.5%. They did this by using better filters and closely watching their quality data.
Other Critical Practical Points
- Shape and Size Flexibility: You have a lot of flexibility. I suggest choosing from round, square, donut, or custom shapes to fit your mold.
- Industry Scale: These filters are powerful. They can handle huge castings up to 40 tonnes, including parts for the automotive and aerospace industries.
- Filtration Impact: Using a higher CPSI gives you better filtration. But, in my opinion, you must balance this with potential issues in pour rate and priming.
- Cup and Gate Filter Choices: Cup filters are simple and popular. I believe gate filters offer finer filtration right at the mold’s entry and often come with special edge coatings.
From my perspective, if you focus on filter selection, placement, preheating, pour rate, and inspection, you will achieve better castings. You’ll see fewer defects and improve your overall costs.
How to Troubleshoot Ceramic Filters in Investment Casting
To get top-quality castings, you need to know how to troubleshoot your ceramic filters. From my experience, I can share some best practices. These tips are backed by real cases and data to help you get great results.
Check Your Filters Before You Use Them
I always recommend checking every filter before you place it:
– Use the bubble point test and the forward flow (pressure decay) test. These tests will find cracks, weak spots, or trapped debris.
– I also suggest looking over each filter for dust, chips, or damage. Small particles can cause defects in precision parts, like those for aerospace and medical uses.
Select the Right Filter for the Job
Match the pore size to your casting. If you need to remove tiny inclusions or you’re making thin-walled parts, I recommend a higher ppi filter.
- Case: We saw a huge improvement when we switched from a 10 ppi to a STELEX ZR ULTRA 15 (finer pore, 15 ppi) for 32 kg stainless steel turbocharger housing castings. Our reject rate fell from 2.1% to 0.5%.
For complex shapes, I suggest honeycomb filters. Their design creates a smooth, laminar flow that reduces splashing. This helps remove impurities, which is a big help for automotive and aerospace casting.
I also suggest using thermal shock-resistant filters for tough jobs. Materials like the L3MM blend are strong and stable.

Control Your Pouring Temperature and Speed
I recommend pouring at a steady rate to prevent defects:
- You should try to minimize turbulence. Too much turbulence can cause inclusions or let metal bypass the filter.
- In my own work with high-alloy turbocharger housings, we got the best results with pour speeds of 3–4 seconds at 1630–1640°C.
Honeycomb filters help create a steady, laminar flow. This lowers the chance of trapped air, splashing, and voids in the final casting.
Always Assess Your Performance
I make it a habit to track reject rates for every batch and filter type.
- Data Example: When we switched from 10 ppi to STELEX ZR ULTRA 15 filters, our reject rates dropped from 2.1% (on 63,000 castings) to 0.5% (on 400 test castings).
I suggest you analyze the types of defects you see. Good filters should get rid of non-metallic inclusions and reduce flaws from turbulence or filter particles.
You should document all your output data. This includes the number of castings, grades used, and reject rates after machining. This information helps me improve my process over time.
Example: Turbocharger Housing Filter Performance
| Filter Type | Pouring Temp (°C) | Pour Time (sec) | Castings | Reject Rate (%) |
|---|---|---|---|---|
| 10 ppi Zirconia | 1630–1640 | 2.8–3.1 | 63,000 | 2.1 |
| STELEX ZR ULTRA 15 | 1630–1640 | 3.3–4.0 | 400 | 0.5 |
Key Data Points From My Experience
A good ceramic filter can remove up to 80% of inclusions from your steel castings. I find it interesting that less than 8% of all steel castings are filtered. This shows there is a huge opportunity for foundries to improve quality. For consistent results, I recommend you choose filters with a stable flow rate, high strength, low friability, a large surface area, and good thermal shock resistance.
Summary:
From my perspective, getting reliable results is straightforward. You should test your filter’s integrity. Match the filter design to your specific casting task. Control your pouring. Then, analyze the data after casting to fix problems. Following these steps has helped me produce high-quality parts with few defects. It also leads to real savings in cost and yield.