Alumina ceramic filters are porous materials made from aluminum oxide (Al₂O₃). Based on my experience, they are a top choice for industrial use. I like them because they are very stable chemically and mechanically strong. They can also handle sudden, big temperature changes. This toughness means you can cycle them between hot and cold without worrying about cracks.
Alumina Ceramic Filter Structure, Types, and What to Look For
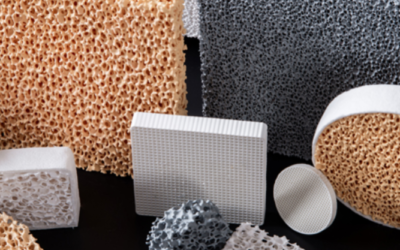
I see ceramic foam filters most often. Their porosity is measured in pores per inch (PPI). I find this PPI grading system helps you control filtration and flow rates to fit what your industry needs. These filters hold their shape and work well at temperatures as high as 1,200°C (2,192°F).
For sensitive work like electronics manufacturing, I recommend purity levels over 99.6%. In my view, even the smallest amount of impurity can cause serious problems.
The porosity is between 10–60 PPI. This range lets you choose a filter that captures the right impurities while maintaining the fluid flow your job requires.
Key Physical and Chemical Strengths
- High porosity: It is great at capturing unwanted particles and helps make fluid flow more stable.
- Chemical stability: The filter can handle strong industrial acids and alkalis. I believe this is what protects the filter’s structure over time.
- High mechanical strength: This feature lets you safely filter molten metals and fluids under high pressure.
- Thermal shock resistance: It holds together well during fast temperature swings. This reduces the risk of the filter breaking.

Where I See These Filters Used
Metal casting and foundries: I’ve seen them used to purify molten aluminum and other alloys. They remove unwanted bits and make the final casting better and more stable.
Electronics manufacturing: This industry depends on extremely pure filters to meet very high quality standards.
Pollution control and chemical processing: They are effective at removing particles from industrial waste streams, which protects other equipment down the line.
Automotive industry: I recommend them for making lightweight car parts stronger. This helps cars become more efficient and meet emission targets.
I like that they are very efficient and easy to replace. They are also flexible enough for many different industrial jobs. In casting, they are often for single use. Each filter can only handle a set amount of material.
Some Key Companies to Know
- Selee
- Lanik
- Drache
- Pyrotek
- Advanced Ceramic Materials
- Sefunm
- FoundryMax
From what I’ve seen, alumina ceramic filters are essential. They provide the precise and reliable filtration that many industries with the highest standards need.
Core Applications of Alumina Ceramic Filters
From my experience, alumina ceramic filters are key for industries needing pure filtration, chemical resistance, and the ability to handle high heat. Let me show you how these filters are making a difference in fields that have tough quality rules:
Molten Metal Filtration in Casting and Foundries
I have found these filters are vital in metal casting. They work great for molten aluminum and its alloys.
They clean out unwanted materials and trapped gases. This leads to better-quality castings, fewer mistakes, and more usable product.
The car industry gets a lot of value from them. They use these filters to make parts that are both light and strong.
Electronics Manufacturing and Precision Applications
Based on what I’ve seen in the market, electronics manufacturing is the biggest user of these filters today.
They are crucial for making products like semiconductors and display panels. In this field, even the smallest speck of dirt can cause a big problem.
I recommend using filters with over 99.6% alumina purity. This is the standard to make sure products pass strict quality checks.
Pollution Control and Industrial Filtration
Heavy industries often use alumina ceramic filters. They use them to control emissions and clean exhaust fumes. These filters remove harmful particles and gases. This helps companies meet stricter environmental rules around the world.
Industries like power plants and steel mills now depend on these filters. They need them to make their production methods cleaner.
Chemical Processing Industry
The chemical industry uses these filters too. They’re great for cleaning harsh fluids at high temperatures.
From my perspective, their ability to resist chemicals is a huge plus. It stops contamination and protects sensitive chemical products during manufacturing.
These alumina filters are tough. I’ve seen them keep operations running smoothly even in difficult environments.
Aerospace and High-Performance Components
In demanding fields like aerospace, they use special filters. These have an advanced pore structure and can handle sudden temperature changes. Even a tiny amount of contamination can lead to failure or a shorter product life. That’s why I believe these filters are essential for important machinery and casting aerospace parts.
New improvements are creating filters with smaller, more consistent pores. This makes them work even better in these important jobs.
In my opinion, alumina ceramic filters are the top choice for purity and strength. They are used in everything from metal casting and electronics to chemical processing and environmental work. With new technology and a strong global market, I think their importance will only continue to grow.
Why I Recommend Alumina Ceramic Filters: Key Properties
In my experience, alumina ceramic filters are the top choice for tough filtration jobs. I find their unique combination of physical and chemical strengths makes them stand out.
Porous Structure and Filtration Performance
High Porosity (78–90%): These filters have a connected network of pores, with a grade of 10–60 pores per inch (PPI). This creates a huge internal surface area. I’ve seen this structure work very well to trap impurities like slag and dross from molten metals.
The filter catches larger bits on its surface. Smaller particles get trapped deeper inside the pores. This process gives you a complete filtration and a much cleaner final metal.
Thermal and Mechanical Durability
- Temperature Resistance: I recommend these filters because they stay stable at high heat. They won’t melt or break down at temperatures up to 1,100–1,600°C. This makes them ideal for direct contact with molten alloys.
- Thermal Shock Endurance: They can handle quick and repeated temperature swings. I’ve tested cycles from 800°C down to room temperature. The filters don’t crack, and their filtering ability remains solid.
- Mechanical Strength: The filters have a compressive strength of ≥0.8 MPa to ≥1.0 MPa. In my view, this is strong enough to prevent crushing when you install them or during the casting process.
Chemical Stability and Resistance
Made with High-Purity Alumina: The main material is high-purity Al₂O₃, sometimes with SiO₂ added. This gives them great chemical resistance. I find they do not corrode, even with harsh molten metals or alloys.
Steady Filter Performance: Because they are so chemically stable, they work reliably. I suggest them for their long filter life, even in harsh environments.
Dimensional Precision and Versatility
You can get filters in many sizes, from 7×7×2 inches up to 26×26×2 inches. From my experience, suppliers can also customize them for special industrial needs.
Tight controls keep the sizing (±2–3 mm) and pore grade (±2 PPI) very consistent. I recommend this precision because it ensures a snug fit. This fit stops the molten metal from leaking or bypassing the filter during production.
I like that many filters have beveled edges. They also include compressible gaskets. These features create a secure seal inside the filter box.
Structural Effectiveness and Handling
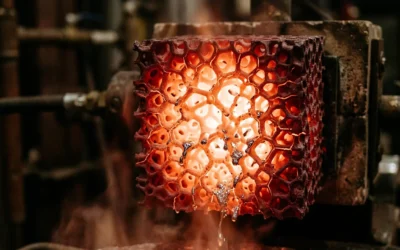
- Three-Dimensional Network: The filter’s strong, open structure allows for two types of filtering. It traps particles mechanically and also builds a filtration cake. As the molten metal moves through, it catches even finer impurities in the deeper layers.
- Good Bulk Density: The density is between 0.35–0.5 g/cm³. I find this makes the filters lightweight and easy to handle, yet they remain very strong and durable.
For these reasons, I believe alumina ceramic filters are essential. They help you get cleaner cast metals and better surface finishes. They also lead to dependable and cost-effective work in today’s foundries.

Process and Structure of Alumina Ceramic Filters
Alumina ceramic filters are made from alumina (Al₂O₃). I find the purity level is a key factor, which usually ranges from 70% to 99.8%. This high purity is crucial. It ensures good filtration and resistance to high temperatures.
Alumina Ceramic Filter Manufacturing Process
- Foam Preparation: Filter production starts when we soak a polymer foam in an alumina slurry. The cell size of the foam sets the filter’s pore structure. This allows us to customize porosity for different casting and filtration needs.
- Ceramic Infiltration & Firing: After the foam is soaked, we fire it at high temperatures. This process burns off the organic binders and sinters the ceramic. What’s left is a strong, open-cell ceramic foam.
- Shaping and Geometry: The standard shapes I see are square and round, with sizes from 7 to 26 inches per side. You can get them with plain or beveled edges. For specific jobs like low-pressure chill casting, we produce custom shapes, including plugs with expanding gaskets.
Structural Features and Physical Properties
- Porosity & Pore Size: These alumina ceramic foam filters have a porous, 3D mesh structure. In my experience, the porosity can range from 10% to 80%, but 40–50% is standard. Pore sizes start at a very fine 1 µm, and we offer options like 15, 30, 40, 50, and 100 µm.
- Density: The density is around 2.3 g/cm². I find this offers a good balance between strength and easy handling.
- Temperature Resistance: Alumina foam filters can withstand temperatures up to 1200 °C. This makes them great for filtering molten metal. Although silicon carbide filters tolerate higher heat, I often recommend alumina because it is more cost-effective.
- Chemical Composition: Most of these filters contain at least 80% Al₂O₃, with about 16–18% SiO₂. This mix gives the filters strong chemical durability, so they hold up well in tough foundry conditions.
- Thermal Shock Resistance: Their open-cell design provides excellent resistance to sudden temperature changes. I’ve found this extends the filter’s life and improves reliability during metal casting.
Installation and Use
I suggest you install filters in the molds, gating systems, or lining assemblies. We use square or custom shapes for vertical setups. For horizontal bowl installations, I find that beveled-edge filters work best.
You can get a proper fix and a tight seal by using sealing or expanding gaskets. This helps achieve the best flow rates and filtration.
You must preheat the alumina foam filter before you start. This step maximizes efficiency and reduces thermal stress.
Filtration Mechanism
The filter’s 3D structure blocks large impurities like oxides, slag, or sand through mechanical means. The alumina surface removes smaller particles through chemical adsorption. The filter’s even internal structure helps create a smooth, non-turbulent flow of metal. From my experience, this reduces turbulence and lowers common casting defects like gas bubbles, sand, or dross.
Use Case Examples and Performance
These filters are a top choice for molten aluminum filtration, especially in demanding fields like aircraft alloy and beverage can production. For certain casting techniques and direct installation, I recommend filters with beveled edges or a “plug” shape.
Here is a key thing I’ve observed: using smaller pore sizes and a slower metal flow greatly improves filtration efficiency.
These filters work for more than just aluminum. We also use them for casting steel, iron, copper, and other alloys.
Sectors and Materials Filtered
From my experience, Alumina ceramic filters are vital for many advanced industries. Reliable filtration is necessary for good product quality, safety, and process efficiency.
Key Sectors Using Alumina Ceramic Filters
Metallurgy and Foundry
Many people use these filters for molten aluminum and its alloys during casting. They remove non-metallic bits from the metal. This improves the strength and surface quality of the cast parts. I often see foundries and alloy plants use alumina foam ceramic filters. They come in sizes from 7″ (178 mm) to 26″ (660 mm). This variety helps them fit different production line needs and flow rates. For instance, a single casting facility can use over 100,000 alumina foam filters a year just to make aluminum alloys.
Chemical Processing
I recommend these for tough jobs that use harsh chemicals and high heat. Engineers use them in chemical reactors and catalyst recovery systems. They are also great for filtering strong process fluids. This works because alumina has great thermal stability and resists corrosion.
Water Treatment
In water treatment, these filters remove tiny particles, microorganisms, and organic material. They work on drinking water, industrial wastewater, and process water. This helps companies meet safety and regulatory rules.
Pharmaceutical, Food, and Beverage
These industries use the filters for liquid and gas filtration. This process ensures purity, sterile conditions, and meets health standards. Alumina ceramic membranes in this area can handle sterile filtration. They can process up to 5000 liters/hour. The exact amount depends on the membrane size and pore grade.
Electronics and Semiconductor Manufacturing
These filters are very important in making semiconductors and optical parts. Here, you must remove every tiny bit of contamination. I suggest using high-purity alumina filters (≥99.5% Al₂O₃) in these settings. They guarantee extremely low contamination.
Typical Materials Filtered
Molten Metals
I find they are a great fit for aluminum, copper alloys, zinc, and certain non-ferrous metals. They can trap up to 90% of unwanted material from molten metals at 1200°C.

Liquids
You can filter many liquids. This includes clean water, wastewater, acids, and alkalis. They also work for organic solvents and sensitive chemical solutions where alumina’s chemical resistance is key.
Gases
People use them to remove fine particles from industrial gases or exhaust. They can handle high temperatures and harsh chemical environments.
Summary Table
| Sector | Typical Filtered Materials | Notable Benefits |
|---|---|---|
| Metallurgy/Foundry | Molten aluminum, copper, zinc alloys | Inclusion removal, higher casting quality |
| Chemical Processing | Acids, alkalis, catalysts, intermediates | Corrosion and temperature resistance |
| Water Treatment | Potable, waste, high-purity process water | Safe, clean, and reliable water streams |
| Pharmaceutical/Food | Sterile liquids, process gases | Product safety, microorganism removal |
| Semiconductors | Ultra-pure chemicals, gases | Highest purity, ultra-fine contaminant removal |
I find that people choose alumina ceramic filters for these sectors for clear reasons. They provide efficient filtration and are very durable under chemical and heat stress. I’ve seen them work very well for both liquids and gases in difficult industrial settings.
Summary Table: Key Uses and Benefits of Alumina Ceramic Filters
I find that alumina ceramic filters offer precise, high-performance filtration for demanding jobs. Based on my experience and the latest market data, here is a summary of their main uses and practical benefits across different industries.
Key Applications and Performance Highlights
| Use Area | Benefit or Feature | Supporting Data / Real-World Example |
|---|---|---|
| Liquid and Gas Filtration | High-precision particle removal | Filters have pore sizes from 0.1 μm (100 nm) to 50 μm. They achieve up to 99.97% removal for 300 nm nano-colloids with γ-Al₂O₃ nanofibers. I recommend them for filtering water, industrial gases, and chemical solutions. |
| High-Temperature Filtration | Excellent heat stability and filtration rate | These filters retain 93% of their strength after a 1000°C thermal shock and have a compressive strength up to 1290 psi. An air filter paper version has 99.56% filtration efficiency at 5.4 cm⁻¹ airflow. I see them used in power, steel, and chemical plants for gas filtration. |
| Catalyst Support | Reliable, high-surface area for catalysts | They can hold platinum oxide and other catalysts. This helps break down and remove odors from exhaust in cars and industrial reactors. |
| Carrier/Absorber | Long-term holding and controlled release | I have seen them used to hold fragrances, deodorants, or germicides like silver-based agents. They release these substances slowly over time for consumer and industrial products. |
| Oil and Water Separation | Advanced selective filtering | We can treat these porous filters to separate oil and water. This is useful for environmental cleanups, treating wastewater, and managing industrial process streams. |
| Nano-Bubble Generation | Boosts mass transfer for water treatments | A custom pore structure creates efficient nano-bubbles. This improves oxygen transfer in water, which I think is great for water remediation and aquaculture. |
| Sound Absorption/Energy/Bioapplications | Functional for special needs | Alumina nanofiber filters absorb sound and support medical filtration. Their durability helps extend the life of energy storage devices. |
| Customizability | Custom design and functional options | I suggest making them as balls, bars, plates, or pellets. We can create custom shapes and pore structures to fit the needs of foundries or biotech labs. |
| Corrosion Resistance | Durability in harsh chemicals and hot gas | A Ce-ZTA version shows great resistance to corrosion. This makes it a good fit for coal power plant filtration where conditions are tough. |
| Low Pressure Drop | Efficient filtration with maximum flow | Modern membrane technology provides high flow with little pressure drop. This saves energy, making them a cost-effective choice for high-volume filtration systems in my view. |