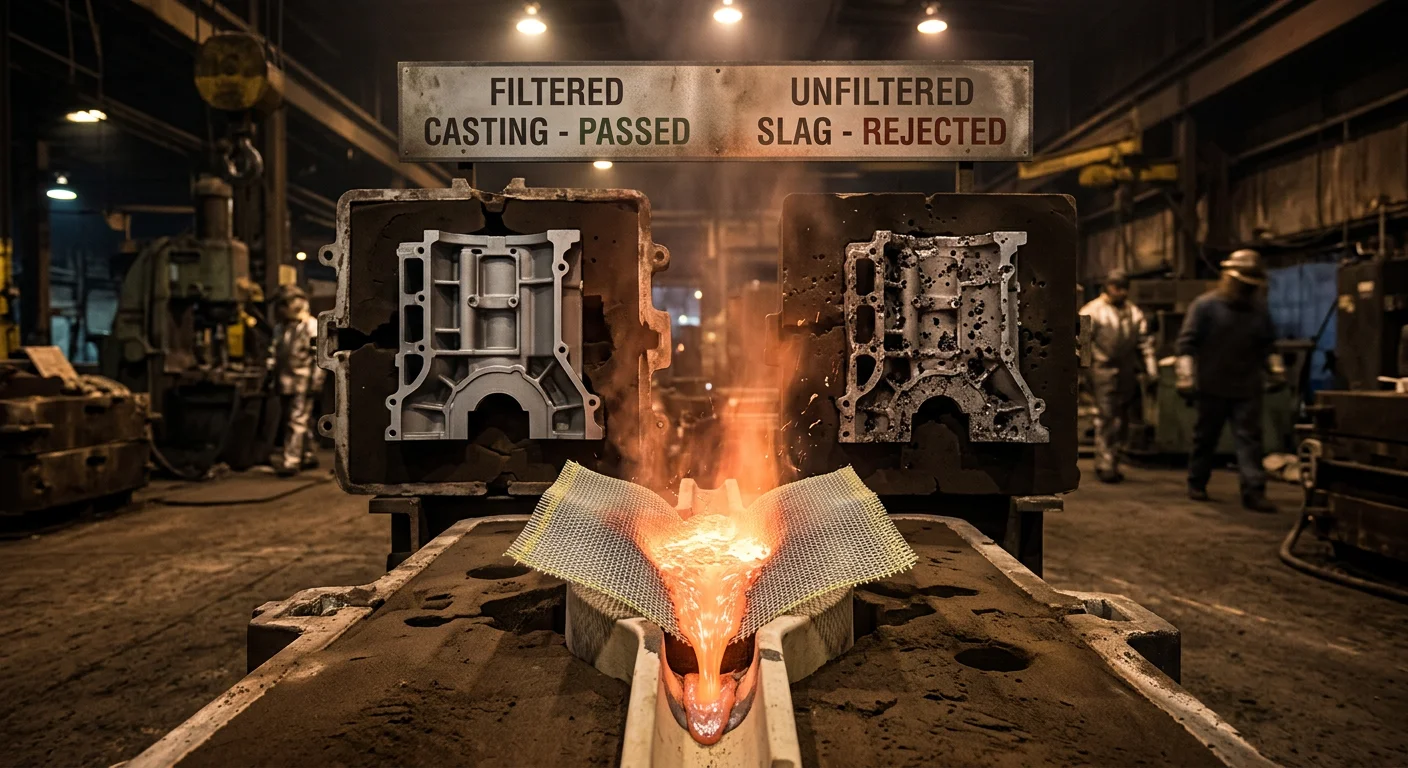
Every rejected casting tells a story — and that story almost always starts with dirty metal. Slag inclusions, oxide films, porosity caused by turbulence — these aren’t random defects. They’re the predictable result of poor filtration.
high-silica fiberglass Mesh filters have become the go-to solution for foundries tired of preventable scrap rates. The reasons are straightforward. They outperform standard filter media. They handle temperatures that would destroy conventional options. Plus, they fit into existing gating systems with no major process changes required.
What follows is a practical, no-fluff breakdown. You’ll learn why these filters work, how to pick the right one, and what that choice means for the quality of your iron and steel castings.
What Makes High-Silica Fiberglass Mesh Filters Different From Standard Filtration Media
This isn’t a small upgrade over standard filtration media. It’s a different category.
Standard media — sand, zeolite, diatomaceous earth, FilterBalls — were built for water and air. They break down between 500°C and 1100°C. At that point, they channel, clump, or melt. Molten iron pours at 1620°C. Standard media can’t handle that. Full stop.
High-Silica mesh filters use glass fibers with 96% SiO₂ content or higher. That’s what gives them structural integrity where conventional options fall apart. Two grades are available:
-
Resin-coated (thin/thick): rated to 1620°C, dark brown coating
-
Carbonized premium: rated to 1640°C, black-coated — and smokeless, with zero gas emissions during the pour
That last point is worth pausing on. Resin-based filters off-gas during the pour. Carbonized filters don’t. No smoke. No emissions. That’s a real difference in casting environment quality.
The structural gap matters too. Standard granular media flows unevenly — sand channels, DE powders out. You lose control of the filtration path. Woven yarn mesh holds its shape under thermal stress. Thickness stays within 0.01mm precision. Weight specs run from 160 to 580 g/m², depending on your slag capture needs.
So yes — same filter category on paper. In practice, you’re looking at two separate application worlds.
How High-Silica Fiberglass Mesh Filters Work Inside the Mold
Place one of these filters in your gating system. Something changes in the metal right away. The chaos stops.
Molten iron — moving fast, turbulent, carrying slag and oxide films — hits the mesh and slows down. The resistance breaks that chaotic rush into laminar flow. Smooth. Controlled. Predictable. Secondary oxidation needs turbulence to form. Cut the turbulence, and you cut off its oxygen supply.
That’s the rectifier effect. But filtration doesn’t stop there.
Three Mechanisms Working at Once
1. Mechanical blocking runs first.
Any inclusion larger than the mesh opening can’t pass through. The mesh comes in 1.5×1.5mm, 2.0×2.0mm, and 2.5×2.5mm sizes — each one stops oversized particles at the entrance.
Here’s where it gets interesting: those trapped particles don’t just sit there. They pile up. They build their own secondary barrier — a finer, denser layer that starts catching particles as small as 20–100μm. Foundry engineers call this double filtration. The filter upgrades its own performance mid-pour, without any input from you.
2. Adsorption catches what mechanical blocking misses.
The high-silica yarn — 96%+ SiO₂, mock-leno woven — splits the metal stream into thousands of small flow units. More surface contact gives harmful oxides and non-metallics more chances to bond to the filter surface and stay locked there.
3. Flow dynamics complete the picture.
Watch your sprue rise after installing a filter. Rising slower than usual? Your mesh opening is too fine for that metal volume. You get instant, readable feedback — no guesswork needed.
What This Means in Practice
The filter sits in the Gating System or right inside the mold cavity. Metal pours at 1400–1620°C, depending on the filter grade. The mesh — with 80–87% porosity and compressive strength of ≥1.0 MPa — holds its structure through at least two thermal shock cycles, going from 1100°C back down to room temperature. It doesn’t collapse. It doesn’t channel.
The result:
-
Cleaner metal reaching the cavity
-
Less porosity
-
Less shrinkage
-
Fewer inclusions in the finished casting
For steel, cleaner metal means better mechanical properties in the final part. For copper alloys, it means oxide removal — which keeps electrical conductivity intact.
The mechanism is straightforward. You get better metal, and you get it reliably.
Temperature Performance: Why >1400°C Capability Is Non-Negotiable for Iron & Steel
Steel doesn’t care about your filter’s comfort zone.
The physics are fixed. Tool steel melts between 1400–1425°C. Wrought iron hits 1482–1593°C. Standard carbon steel runs from 1371°C to 1593°C, depending on carbon content. These aren’t edge cases — they’re the daily operating reality of any iron and steel foundry.
A filter that fails at 1300°C isn’t a filter. It’s a liability sitting inside your mold.
That’s why the two-grade system matters:
-
Resin-coated high-silica mesh: rated to 1620°C — covers the full range of carbon steels, stainless grades (1400–1530°C), and maraging steel (1413°C)
-
Carbonized premium grade: rated to 1640°C — the right call for wrought iron or high-alloy variants pushing the upper limit
Look at what happens at temperature. Iron density drops from 7900 kg/m³ at near-ambient conditions to 7520 kg/m³ at 1400°C. The metal changes. It gets lighter, more fluid, more reactive. A filter under thermal stress at that point doesn’t just underperform — it brings in the exact contamination you put it there to stop.
The 96%+ SiO₂ composition holds its structure through that full thermal range. It doesn’t soften. It doesn’t channel. It stays in the job.
That’s the standard for iron and steel casting. Nothing less works.
Defect Reduction in Practice: The Real Cost of Skipping Proper Filtration
Scrap isn’t just a quality problem. It’s a financial one — and the numbers add up fast.
Filtration failure in a casting operation hits multiple areas at once. Rejected parts. Rework labor. Delayed shipments. Material waste. None of these costs stand alone. They stack.
Industry data makes this clear. Inadequate filtration — wrong micron rating, incompatible media, filters pushed past their service life — drives 80% of common process failures across manufacturing environments. In iron and steel casting, that failure rate leads straight to inclusion-riddled parts that fail inspection.
The math on downtime alone is brutal. Picture a facility losing two extra hours per week to maintenance from filtration inefficiency. That’s 104 hours per year. At a conservative output value of $10,000 per hour, you’re looking at over $1 million in lost production — from a problem that proper filter selection would have stopped.
The defect categories behind those losses follow a consistent pattern:
-
Wrong pore size: Oversized openings let slag and oxide films pass through. Undersized openings cut off flow and cause early blockage.
-
Incompatible filter media: A filter that can’t handle the heat or chemical conditions breaks down mid-process. It then releases the very contamination it was meant to catch.
-
Overextended filter life: Collapsed filters don’t just stop working. They send contaminants straight into the casting cavity.
That’s the gap high-silica Fiberglass mesh filters are built to close. They hold up above 1400°C, maintain precise mesh geometry, and stay structurally sound throughout the pour. Those failure modes above? They don’t get a chance to start. The filter holds. The metal stays clean. The casting passes.
Proper filtration isn’t an added cost. Skipping it is.
Iron Casting Applications: Performance Across Gray, Ductile, Malleable, and CGI Alloys
Four alloy families. Four different sets of demands. One filter standard that has to serve all of them.
Gray Iron, ductile iron, malleable iron, and CGI each bring distinct behavior to the pour. Each one tests filtration in its own way. Knowing those differences tells you which filter grade to specify — and why.
Gray Iron: Castability First, Strength Second
Gray iron earns its place through fluidity and damping — not raw strength. Grades from HT100 through HT250 cover a wide range: oil pans, hand wheels, engine crankshafts, and heavy machine guides. During solidification, graphite formation causes slight expansion. This produces shrinkage-free, intricate castings without the porosity problems that show up in other alloys.
The tradeoff is brittleness. Applied tensile stress must stay at ¼ of actual ultimate tensile strength — no exceptions. Section thickness matters too. Thicker walls cool slower, which produces lower hardness. Thin sections harden faster. Clean, controlled metal flow through filtration supports dimensional consistency across those varying thicknesses.
Ductile and Malleable Iron: Where Strength Enters the Picture
Ductile Iron bridges cast iron processability and steel-level performance. You get a low melting point, good fluidity, and easy machinability. Plus, tensile strength comparable to steel alloys — with no extensive heat treatment required. QT400-18 grade sets the standard for impact-resistant automotive components.
Malleable Iron gives up some of that strength in exchange for the best machinability in the cast iron group. It handles thin-sectioned parts that need to flex or bend without cracking. The cost: a full annealing cycle reaching ~920°C to precipitate spheroidal graphite.
CGI: The Thin-Wall Specialist
Compacted graphite iron sits between gray and ductile iron across every key metric. Damping lands at 0.35× gray iron. Strength falls in the middle range. Thin-wall capability beats gray iron on its own. Gray iron struggles with complex geometry. CGI handles it without trouble.
Across all four alloys, the filtration requirement stays the same: clean metal in, defect-free casting out.
Steel Casting Applications: Achieving Cleaner Metal in Small-to-Medium Scale Pours
Small-to-medium scale steel pours leave little room for error. Dirty metal shows up fast — and the damage is hard to undo.
Process integration is what separates a clean pour from a costly one. The ROTOCLENE process works hand-in-hand with high-silica Fiberglass mesh filtration. Together, they clean the metal at every stage — from ladle to cavity. Inside the ladle, a rotary treatment injects fine Argon bubbles through the melt. This homogenizes temperature, drives desulfurization, and modifies inclusions — all before the metal touches your filter.
The numbers back this up. A 7,400 kg steel melt, processed in an 8.5-ton ladle over 32 minutes, reached 1,495°C — right inside the liquidus-solidus range. The metal poured seven minutes after transfer. That semi-liquid state produced finer microstructures, reduced segregation, and far fewer defects. Over 1,000 melts treated across 3–20 ton ladles prove this isn’t a lab result. It holds at real production scale.
What happens inside the metal also matters. Alumina inclusions are hard, angular, and destructive to mechanical properties. Pure calcium wire injection converts them into globular form. Globular inclusions are far easier for the mesh filter to catch. So you get less filter clogging and a lower risk of breakage mid-pour.
The results carry through to every step downstream:
-
Lower stopper freezing risk at the nozzle
-
Reduced filter strain — the filter performs reliably for longer
-
No repairs needed — X-ray and MPI inspections show clean, defect-free interiors every time
Add a HOLLOTEX shroud during the pour, and air entrainment stops. Re-oxidation doesn’t happen. The metal reaching the high-silica mesh filter is already far cleaner than what you’d see in a conventional pour. The filter handles what’s left — and holds up under the full thermal load without failure.
Cleaner input. Better filtration. Fewer defects leaving the mold.
Head-to-Head: High-Silica Fiberglass Mesh vs. Ceramic Foam vs. Standard Silica Mesh
Three filter types. One molten environment that exposes every weakness. Here’s how they stack up.
Temperature: Where the Gap Gets Real
Start with the number that matters most in iron and steel casting.
ceramic foam tops out at 1260°C for continuous operation — with a short-term ceiling of 1400°C. That sounds decent until you check the actual pour temperatures. Standard carbon steel pours at up to 1593°C. Ceramic foam doesn’t reach that. It fails before you get there.
Standard silica mesh — alkali-free, around 54–90% SiO₂ — holds to 1000°C continuous and 1200°C short-term. It’s the most flexible of the three. Easiest to handle. Lowest cost. But low cost doesn’t keep its structure intact at iron-casting temperatures. Below 1000°C, it’s a solid choice. Above that, it breaks down.
High-silica fiberglass mesh hits a short-term ceiling of 1650°C. That’s not a marketing claim — it comes straight from the manufacturing process. E-glass fiber starts at 54% SiO₂. Acid leaching with sulfuric acid strips out sodium, calcium, and aluminum. What’s left is ≥96% SiO₂. That structure absorbs thermal shock through micro-melting and ablation. It doesn’t crack under heat — it handles it.
The Tradeoffs You Need to Know
ceramic foam does one thing very well: raw inclusion removal efficiency. In non-ferrous benchmarks, it outperforms mesh filters by 20–30%. open-cell foam structure, 30–80 PPI pore sizes, 80–95% inclusion capture — the numbers are solid.
But ceramic foam carries a real health cost. Its bio-persistent fibers create an inhalation risk close to asbestos. Full PPE is non-negotiable. High-silica mesh, by contrast, carries moderate skin irritation risk. That’s a much smaller concern.
On cost, ceramic foam runs high. Specialized raw materials and complex sintering push the price up. High-silica mesh costs more than standard silica — acid leaching adds to production costs — but it still comes in below ceramic foam.
The Bottom Line for Iron & Steel
|
Condition |
Best Choice |
|---|---|
|
Below 1000°C, wear-heavy environment |
Standard silica mesh |
|
1000–1260°C, flexibility required |
Standard silica mesh |
|
Above 1260°C continuous filtration |
Ceramic foam |
|
Extreme thermal shock, casting pours to 1650°C |
High-silica fiberglass mesh |
For iron and steel casting, metal temperatures often push past what ceramic foam can handle on a sustained basis. High-silica mesh is the one option built for those conditions. You’re not guessing whether it holds — it does.
How to Select the Right High-Silica Fiberglass Mesh Filter for Your Application
The wrong filter doesn’t just underperform — it works against you. Getting this choice right comes down to four variables. None of them are complicated. All of them matter.
Start with temperature. This is the baseline. There’s no flexibility here. Match your filter grade to your pour temperature:
-
Standard silica glass fiber (700–900°C): aluminum and aluminum alloys
-
High-silica, thin type (1400–1450°C): gray iron, malleable iron, ductile iron, CGI, copper alloys
-
High-silica, thick type (up to 1620°C): cast steel, high-alloy iron variants
-
Carbonized premium grade (up to 1640°C): wrought iron, upper-limit steel pours
Your metal temperature exceeds your filter’s rating? You no longer have a filter. You have a contamination source.
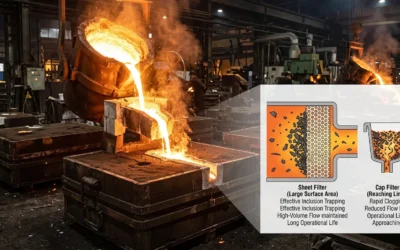
Then nail the pore size. There are three standard openings — 1.5×1.5mm, 2.0×2.0mm, and 2.5×2.5mm. They are not interchangeable. Too large, and slag passes straight through. Too small, and the cavity starves of metal. Match pore size to your alloy type and target flow rate. The 3D mock-leno weave creates a winding path that catches micron-sized dross the primary mesh opening misses. But that secondary filtration only works if you’ve picked the right opening first.
Check mechanical specifications. Thickness ranges from 0.35mm to 1.10mm. High-performance grades hold precision to ±0.01mm. Look for low elongation (≤3%), a high elastic coefficient, and confirmed compressive strength. These properties stop the mesh from sagging under sustained heat. Mesh sag turns a filter into a channel — and a channel filters nothing.
Verify composition and compliance. Confirm ≥96% SiO₂ content. Check that the resin or carbonized coating is consistent across the sheet. Make sure the product meets ASTM F2316 and ISO 16890 standards. Then run a controlled pilot pour before you commit to full production. Real pour conditions reveal what spec sheets don’t.
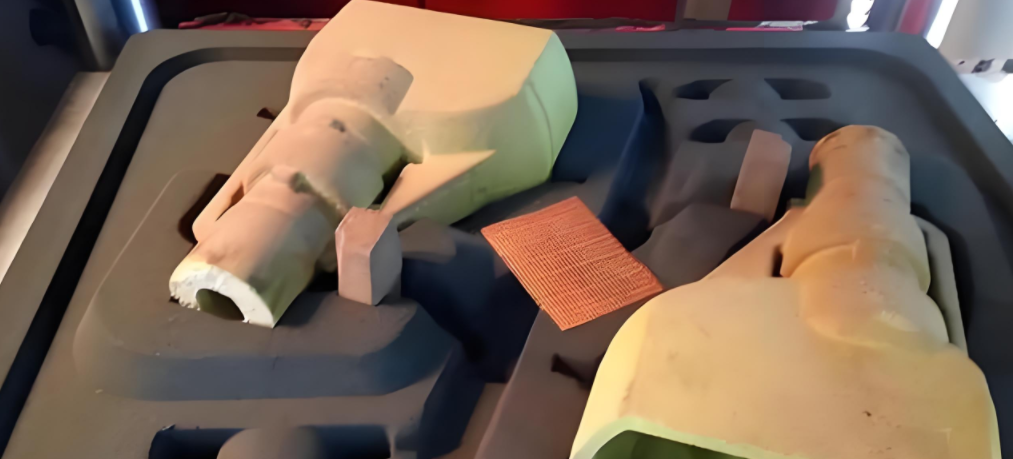
Standard dimensions don’t always fit your gating geometry. Custom sizing solves that. Suppliers like Hebei Cangchen cut mesh to exact specifications. Pair custom-cut filter sheets with filtration bags and you get a cleaner pour with an extra layer of dross control.
The filter is a small part of the casting system. Its selection shouldn’t be an afterthought.
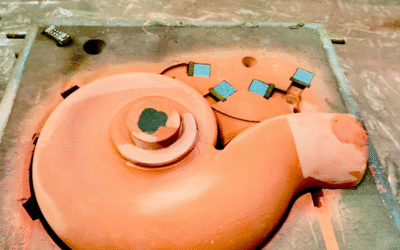
Integration Into Your Gating System: Placement, Seating, and Process Compatibility

Filter selection is half the job. Where you seat it — and how well — determines whether that selection pays off.
High-silica fiberglass mesh filters drop into existing gating systems. No redesign needed. The critical requirement is seating tolerance. Mechanical clearance must stay within 0.1mm of design spec. Anything looser creates bypass channels. Unfiltered metal skips the mesh and goes straight through. The filter is in the system, but it isn’t doing its job.
Placement follows a simple sequence:
-
Align the filter to match your gating geometry
-
Secure it against movement — thermal shock cycles will stress every loose joint
-
Verify flow behavior during the first pour — sprue rise speed tells you right away if pore size and seating are correct
Process compatibility is just as straightforward. No new infrastructure. No protocol changes. Standardized installation methods hit a 95% first-pour success rate. After installation, run a controlled test pour before moving to full production.
The filter fits your system. Your process stays the same. Your castings improve.
Conclusion
The math here isn’t complicated. Every unfiltered pour is a gamble — on inclusions, on porosity, on rejected castings that cost far more than a filter ever would.
High-Silica fiberglass mesh filters hold where standard media fails. They handle the full temperature range that iron and steel demand. Plus, they fit into your existing gating system — no need to rebuild your process from scratch.
Running gray iron day in, day out? These filters deliver. Pushing into steel pours that punish weak filtration? Same result. The gap between adequate and optimized shows up in your scrap rates and customer returns. That’s where it hits the bottom line.
You now have the framework:
-
Application matching — knowing which filter suits your pour
-
Placement strategy — where it goes in your gating system
-
Comparative data — high-silica mesh vs. ceramic foam vs. standard silica mesh
The next move is simple. Audit your current filtration setup against what you’ve read here. Find the gaps. Spec the right high-silica fiberglass mesh filter for your next pour.
Cleaner metal isn’t luck. It’s a decision.