Choosing the wrong Casting process is costly. You end up with tooling waste, structural failures, or parts that fail under real pressure.
Aluminium gravity Die casting vs pressure die casting — the differences go far beyond speed and volume. Each process shapes metal in its own way, handles geometry differently, and produces a distinct final part.
Sourcing components for automotive assemblies? Industrial housings? Precision structural applications? The casting method you pick affects your tooling costs, scrap rates, lead times, and part quality. It touches your entire production budget.
This guide gives you a clear, side-by-side look at both processes. You’ll know which one fits your project before you move forward.
What Is Aluminium Gravity Die Casting? (Process Fundamentals)

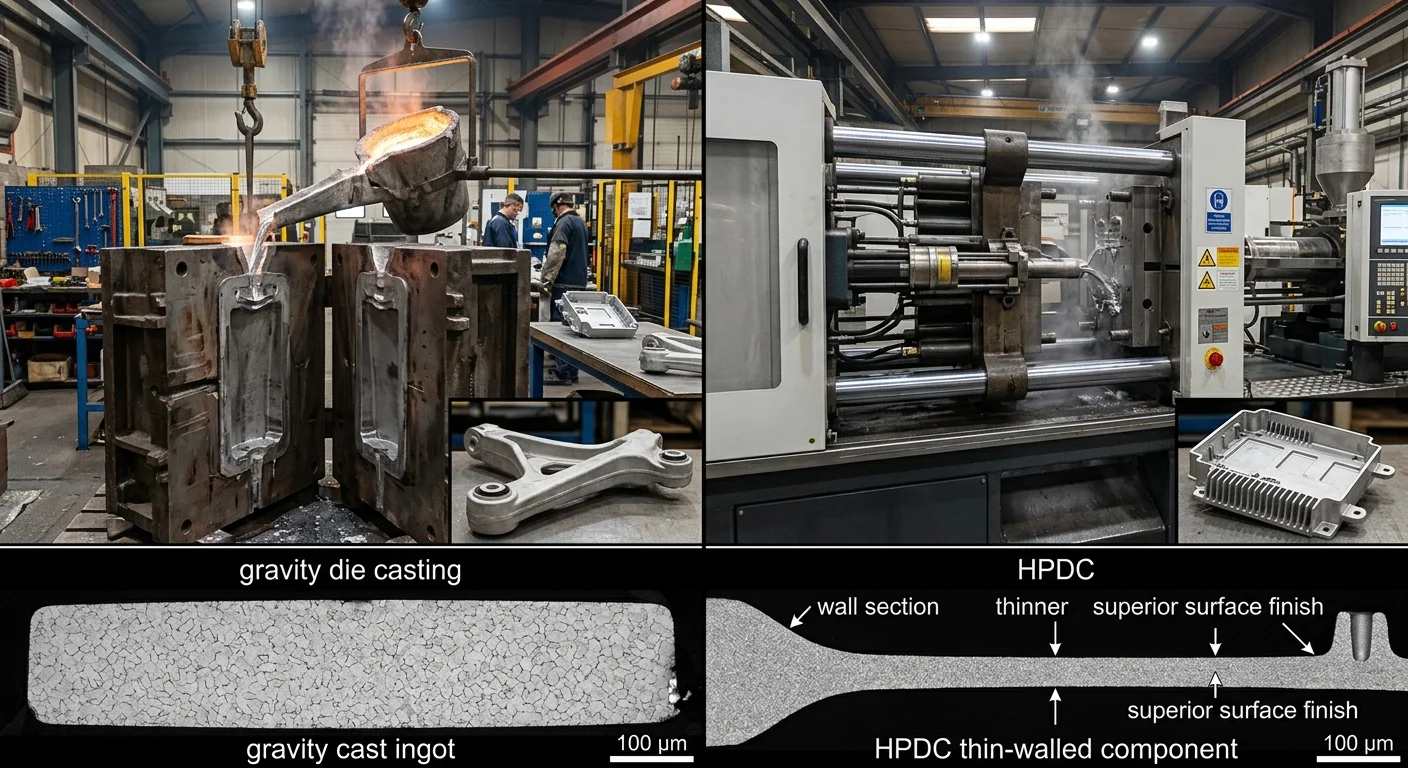
Gravity does the work here — no pressure chambers, no hydraulic force. Just molten aluminium flowing down into a precision steel mold.
The process starts with alloy preparation. Aluminium (A356 or ADC12 are the common choices) melts at 660–760°C. Workers degas it with nitrogen or argon, then skim the oxides off the surface. The steel mold gets preheated to 150–300°C before the pour. Skip this step and thermal shock can crack the tool.
The metal pours in at 680–750°C through a downsprue and runner system. It fills the cavity from the bottom up. Tilt-pouring machines handle this automatically. They rotate the mold during the pour. This keeps the flow steady and cuts down on oxide inclusions.
Solidification takes 30 seconds to 5 minutes. Wall thickness decides how long. Thinner sections cool faster. You get finer grain structures and stronger mechanical properties as a result.
The results are consistent:
– Surface finish: Ra 2.5–6.3 μm
– Dimensional tolerance: ±0.5%
– Mold life: 50,000–100,000 cycles
Once the part solidifies, ejector pins push it out of the mold. Workers trim the gates and runners. Then the part moves to finishing — shot-blasting, CNC machining, or heat treatment, depending on what the job calls for.
What Is Aluminium Pressure Die Casting? (Process Fundamentals)

Force drives everything here. Aluminium pressure die casting pushes molten metal into a steel mold at 1,500–25,400 psi. That pressure is what sets this process apart from all others.
Aluminium always runs through a cold chamber machine. The metal melts in a separate induction furnace — one that handles 1.5 tons in just 45 minutes. A ladle then moves the molten metal into the injection chamber. Hot chamber machines can’t take aluminium’s heat. They break down too fast.
The injection takes 10–100 milliseconds. A hydraulic piston fires forward. It pushes metal through the gating system and fills every corner of the cavity. The die is a two-part steel tool — one half fixed, one half moving. Hydraulic clamps hold it shut while the metal cools. No gaps form. No flash creeps in.
What makes this work at scale:
– Venting channels push out trapped gases before they turn into porosity defects
– Cooling circuits keep the temperature stable from one cycle to the next
– Ejector pins sit in set positions to release parts without damage
You get near-net-shape components with tight tolerances. Surface quality stays high, so post-processing stays minimal. X-ray inspection checks internal integrity for parts where structural reliability is critical.
Head-to-Head: Mechanical Properties & Part Quality
The casting method doesn’t just shape the part — it defines what the part can handle.
Gravity die casting and pressure die casting produce aluminium components with very different internal structures. That difference shows up in tensile strength, elongation, and surface integrity. You see it most clearly when the part is under load.
Strength and Ductility: What the Numbers Tell You
Gravity die casting fills the mold at a slow, controlled pace. Metal flows in smooth, layered streams. That steady fill cuts down on turbulence. Fewer gas pockets get trapped inside the solidified part. The result: better elongation values and more consistent ductility through the full cross-section.
Pressure die casting moves fast — brutally fast. Metal hits the cavity at high velocity. Turbulent fill is unavoidable. That turbulence creates micro-porosity. Small voids form inside the part. Those voids act as stress concentrators. Under tensile load, cracks start there first.
What this means in practice:
-
Gravity die cast A356-T6: UTS 290–310 MPa, elongation 6–10%
-
Pressure die cast ADC12: UTS 300–330 MPa, elongation 1–3%
-
Pressure die casting leads on raw strength. Gravity die casting leads on ductility and fatigue resistance.
For structural brackets, suspension components, or anything that flexes under cyclic loading — elongation matters more than peak tensile strength. A part that stretches a little before failing is safer than one that snaps without warning.
Surface Quality and Internal Integrity
Gravity-cast parts come out cleaner on the inside. There are fewer micro-discontinuities, so crack propagation risk stays low over time. Post-machining surfaces also hold tolerances better. The underlying material is more uniform, so the cutting tool has consistent material to work with.
Pressure die cast parts deliver a tighter as-cast surface finish — Ra values down to 1.0–2.5 μm — but internal porosity creates problems. Welding and heat treatment both get harder. Trapped gas expands during heat treatment. Blisters form on the surface.
Bottom line: Your application needs structural reliability under stress? Gravity die casting’s internal cleanliness gives it a real edge. Cosmetic surface quality and high production volume are the priority? Pressure die casting is the better fit.
Wall Thickness, Geometry Complexity & Design Freedom
Wall thickness is more than just a measurement. It decides which Casting Process you can actually use.
Pressure die casting forces aluminium into cavities at extreme pressure. That force lets metal fill sections as thin as 1–3 mm with no cold shuts or incomplete fill. Gravity die casting can’t do that. Its minimum practical wall thickness is 3–6 mm. Gravity lacks the kinetic energy to fill thinner sections before the metal freezes.
That difference is critical for lightweight structural parts where every gram counts.
Complexity: Where Each Process Wins (and Stops)
Pressure die casting handles complex geometry well. Thin ribs under 3 mm, internal channels, tight undercuts — all achievable through slides and core pulls. Draft angles run at 2–4°. Undercut depth can reach 5–10 mm per side without affecting part ejection.
Gravity die casting works by different rules. Ribs must stay above 3 mm. Undercuts are possible, but sand cores are required — that adds tooling cost and process time. Draft angles are steeper at 5–10°, and inside radii need at least 2–5 mm of clearance.
Part Size: Where Gravity Takes Back the Advantage
Here’s where the balance shifts. Pressure die casting works best on small-to-medium parts — under 500g and below 300 mm. Larger parts carry the risk of uneven fill and internal porosity under high injection pressure.
Gravity die casting suits medium-to-large cross-sections — parts above 500g, longer geometries, thicker walls. Slower fill and lower pressure are advantages at that scale. Metal enters the cavity at a steady pace, cooling at an even rate with no trapped gas building up in thick areas.
The practical takeaway:
– Complex thin-walled parts with tight tolerances → pressure die casting
– Large structural components with generous wall sections → gravity die casting
– Need undercuts on a large part? Sand cores in gravity tooling are a more cost-effective choice than multi-slide pressure tooling
Design freedom in aluminium casting has limits. Those limits come from the physics of metal flow — and which process gives the metal the right conditions to fill your shape.
Production Volume, Cycle Time & Efficiency Comparison
The numbers are stark. Gravity die casting runs at 2–10 minutes per piece. Pressure die casting runs at 15–60 seconds. That gap adds up fast.
Run a single 8-hour shift (480 minutes) and the math gets brutal:
|
Target Volume |
Gravity (pieces/shift) |
Pressure Die Casting (pieces/shift) |
|---|---|---|
|
100 units |
48–240 |
480–1,920 |
|
500 units |
240–2,400 (multi-shift) |
2,400–9,600 |
|
1,000 units |
Labor-constrained |
4,800–19,200 |
This is not a small efficiency gap. These are two different classes of manufacturing.
Why the Gap Exists
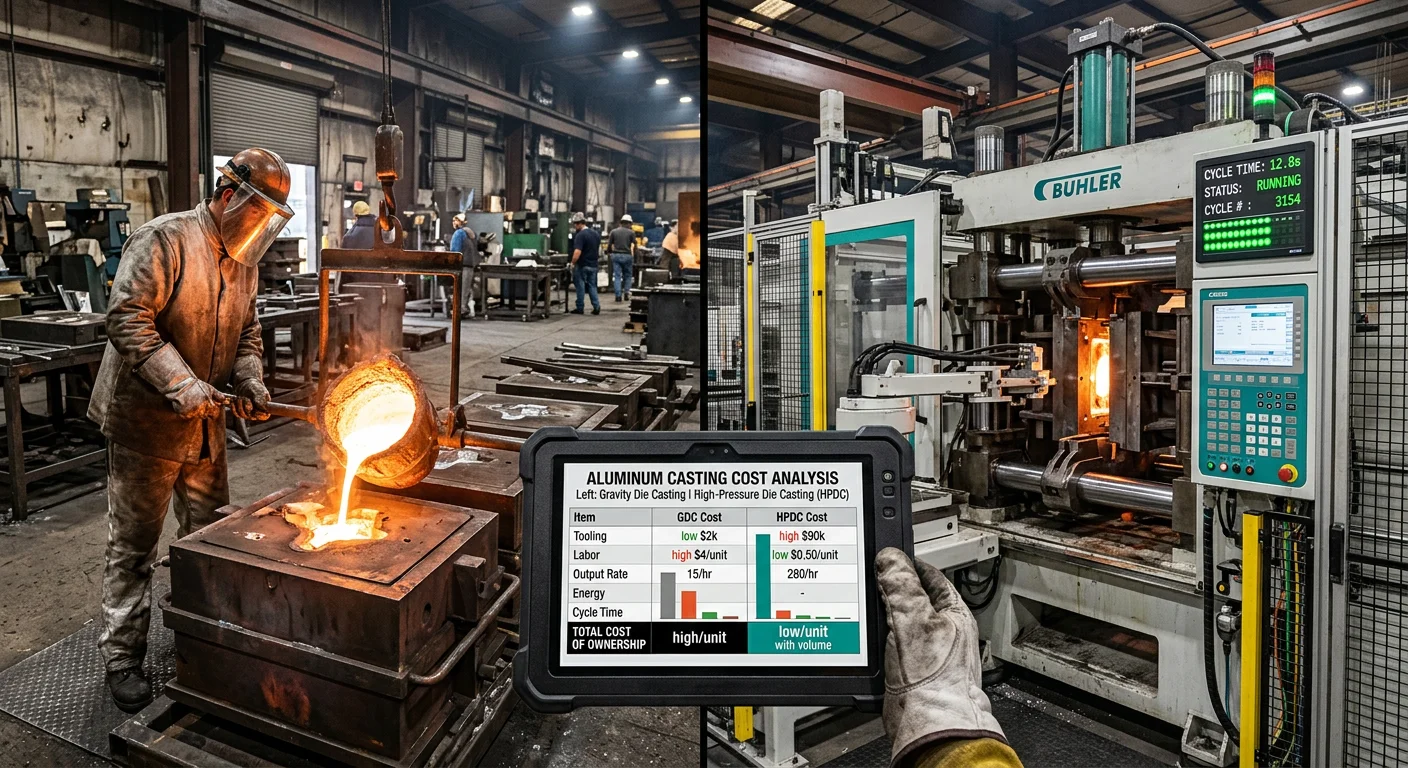
Pressure die casting runs as a fully automated island unit. The injection cycle, part ejection, and cooling all happen inside one closed loop. Human hands stay out of the process. Labor cost per unit drops close to zero at scale.
Gravity die casting depends on people — for pouring, handling, and mold management. Every manual step adds time. Cycle time grows. Output drops.
Where Each Process Makes Economic Sense
-
Under 500 units: Gravity casting wins. Setup costs and tooling investment favor the slower process.
-
1,000–5,000 units: The break-even zone. Die casting’s unit cost starts falling hard.
-
Above 10,000 units: Pressure die casting delivers 30–50% lower unit cost, driven by cycle speed and automation alone.
The choice is not about speed. It comes down to your volume — and whether your process can keep pace with your demand.
Tooling Cost, Per-Part Cost & Total Cost of Ownership
Most cost conversations in casting start at the wrong place — the tool price. The number that matters is the total cost. That’s where you need to begin.
Gravity die casting tooling is cheaper upfront. A typical gravity mold costs $3,000–$15,000. Pressure die casting tooling starts at $10,000 and can climb past $80,000 for complex multi-slide tools. That gap looks like a clear winner on a quote sheet. It’s not.
Why the Upfront Number Misleads You
A gravity mold lasts 50,000–100,000 cycles. A pressure die casting tool runs 200,000–1,000,000 cycles before it needs replacement. Spread that tooling cost across the full mold life. The per-shot cost tells a very different story.
Here’s what the numbers look like in practice:
-
Gravity tooling: $15,000 ÷ 75,000 cycles = $0.20/part in tooling cost
-
Pressure die casting tooling: $50,000 ÷ 500,000 cycles = $0.10/part in tooling cost
At volume, pressure die casting’s higher tool investment pays for itself — twice over.
Where Per-Part Cost Diverges
Cycle time drives per-part cost more than anything else. Pressure die casting runs a 15–60 second cycle. That means labor and machine overhead spread across far more parts per shift. Gravity casting runs a 2–10 minute cycle. Per-part cost stays high, no matter how well you run the process.
Scrap rates add another layer. Gravity die casting runs 2–5% scrap. Pressure die casting can hit 3–8% without tight process control. Each scrapped part carries the full material and machine cost with it — that adds up fast.
Total Cost of Ownership: The Real Calculation
Run the full model before you commit:
|
Cost Factor |
Gravity Die Casting |
Pressure Die Casting |
|---|---|---|
|
Tooling investment |
Low |
High |
|
Per-part at <5,000 units |
Lower |
Higher |
|
Per-part at >50,000 units |
Higher |
30–50% lower |
|
Post-processing cost |
Moderate |
Low–Moderate |
|
Scrap exposure |
Low |
Higher without control |
Low volume, tight budget, structural application — gravity casting protects your margin. The tooling cost stays manageable and the process is forgiving.
High volume, thin walls, cosmetic finish — pressure die casting pulls ahead on economics. Fast cycle times and lower per-part cost make it the stronger choice at scale.
The process that costs less to start isn’t always the process that costs less to finish.
Heat Treatability & Post-Processing Capabilities
Porosity isn’t just a quality metric — it decides what you can actually do with a part after it leaves the mold.
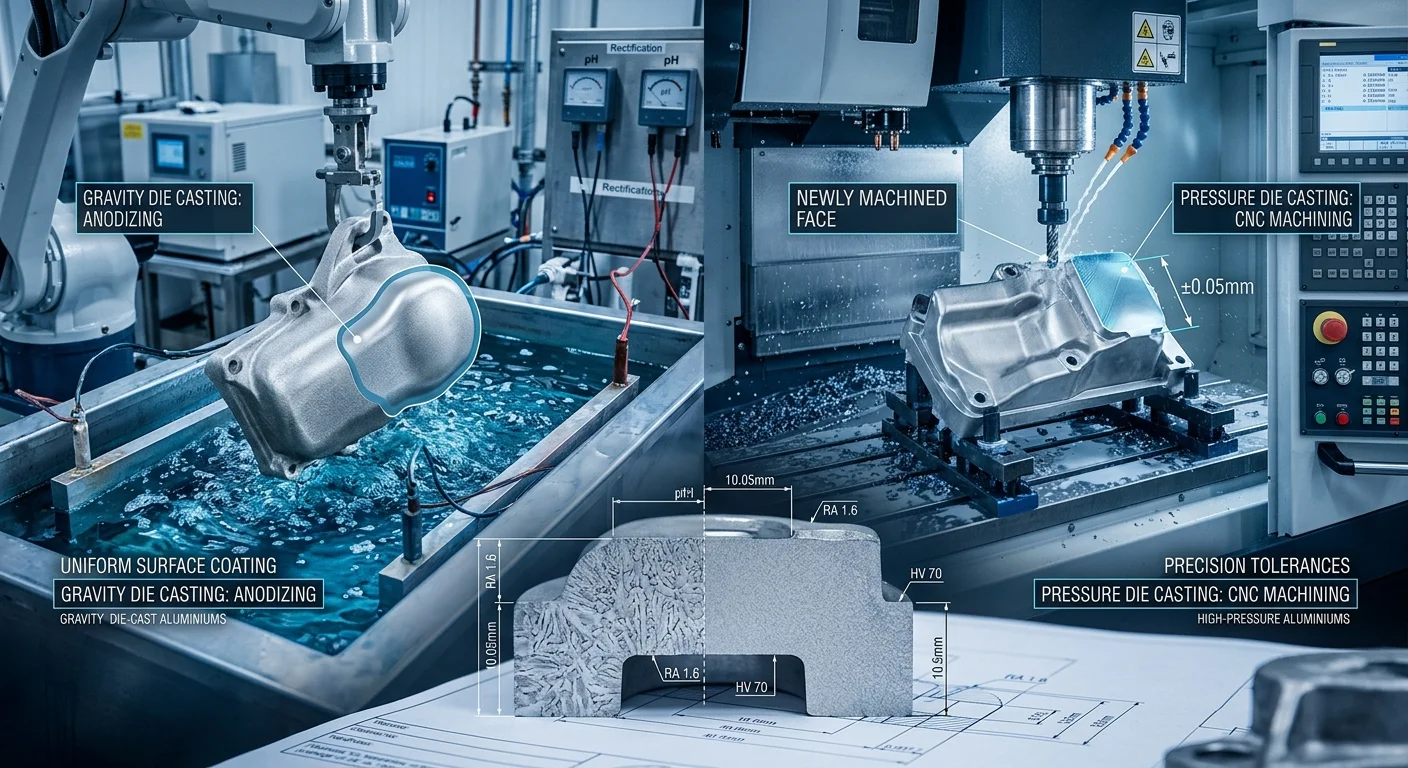
Gravity die cast aluminium sits at below 1% porosity. That’s clean enough to run a full T6 cycle — solution treatment at 450–550°C, followed by artificial aging. The result on A356: yield strength climbs, elongation holds. No blistering. No surface bubbles. There’s no trapped gas left to expand and ruin the part.
Standard pressure die casting runs at 5–10% porosity. Push that through T6 solution temperature and those trapped gases expand. You get blisters. You get scrapped parts. Heat treatment is off the table — T4 or T5 is the ceiling.
Post-processing follows the same logic:
|
Process |
Anodizing Quality |
Machinability |
Heat Treatment |
|---|---|---|---|
|
Gravity Die Casting |
Excellent — uniform finish |
High |
Full T5/T6 |
|
Standard HPDC |
Poor — pitting risk |
Medium |
T4/T5 only |
|
Vacuum HPDC |
Excellent |
High |
T6 capable |
Your part needs anodizing, structural heat treatment, or deep CNC finishing? Gravity die casting is the practical choice in aluminium gravity die casting vs pressure die casting. Pressure die casting delivers speed. It doesn’t always deliver a part that survives what comes next.
Dimensional Accuracy & Tolerances
Tolerance is where the two processes stop being comparable and start being choices.
Gravity die casting holds ±0.5% as a standard dimensional tolerance. That works fine for mid-sized structural parts. But precision assemblies need tighter margins — and ±0.5% doesn’t cut it there. Pressure die casting brings that window down to ±0.1–0.3%, with tolerances as tight as ±0.05 mm on well-controlled tooling. That gap decides whether a part fits straight off the line or heads to rework.
What drives the gap:
-
Pressure die casting injects metal at force. High pressure fills the cavity fully, which cuts down on shrinkage variation
-
Gravity die casting uses only flow and gravity — fill consistency is harder to control across complex shapes
-
Surface finish adds to the difference: gravity-cast parts leave the mold at Ra 2.5–6.3 μm, while pressure die cast parts come out at Ra 1.0–2.5 μm. Smoother surfaces produce tighter as-cast fits
Where this matters in practice:
|
Tolerance Requirement |
Gravity Die Casting |
Pressure Die Casting |
|---|---|---|
|
±0.5 mm (general fit) |
✓ Achievable |
✓ Achieved as-cast |
|
±0.1–0.2 mm (functional) |
Requires CNC finishing |
✓ Often as-cast |
|
±0.05 mm (precision) |
Not practical |
Achievable with process control |
Your part goes straight into a mechanical build with no secondary machining? Pressure die casting is the direct path. Gravity die casting can get you there too — you just need a CNC step in between.
Industry Applications: Where Each Process Dominates
The industry doesn’t lie. Look at where each process shows up. The logic becomes clear fast.
Gravity Die Casting: Built for Strength-Critical Work
Gravity die casting owns the parts that can’t fail. Engine blocks, cylinder heads, wheel hubs, heavy equipment housings — these are structural parts where internal cleanliness matters more than surface finish. Low porosity keeps them airtight. So hydraulic and pneumatic system components almost always go this route. You need a seal that holds. Gravity casting delivers it.
Transmission housings fall into the same category. High mechanical load, medium batch sizes, zero tolerance for internal voids. Gravity is the right fit.
Pressure Die Casting: Built for Scale and Complexity
Pressure die casting takes over where high volume meets thin walls. Automotive engine covers, consumer electronics housings, 5G communication enclosures, power tool bodies — all high-volume, all complex geometry, all surface-finish-critical.
The EV industry is pushing this further. Manufacturers now produce battery trays over 1.5 metres long using optimized high-pressure die casting with specialized tooling. One case study showed a 20% reduction in unit cost — with no drop in structural performance at critical zones.
The Decision in One Framework
|
Factor |
Choose Pressure Die Casting |
Choose Gravity Die Casting |
|---|---|---|
|
Volume |
High (10,000+ units) |
Low-to-medium |
|
Wall thickness |
Thin, complex |
Thicker, structural |
|
Heat treatment needed |
No |
Yes |
|
Airtight seal required |
Limited |
Strong advantage |
One trend worth watching: heat-treatment-free aluminium alloys paired with ultra-low-speed or semi-solid die casting. This combination is closing the gap between part density and production efficiency — especially for EV chassis parts.
Decision Guide: How to Choose Between Gravity and Pressure Die Casting
Six variables. That’s all it takes to land on the right process. Get them right, and everything downstream — cost, quality, lead time — falls into place.
Match the Process to Your Actual Situation
Scenario 1: New product, small batch, design still evolving
Go with gravity die casting. Lower tooling cost means you can iterate without financial pain. Runs of 100–5,000 units make strong financial sense. Validate the design here before you commit to a high-pressure tool.
Scenario 2: High-volume automotive or consumer production (100,000+ units/year)
Pressure die casting is the clear answer. Cycle times of 10–60 seconds keep throughput high. Per-part cost drops hard at scale. Complex shapes stay consistent across every shot. Every single one.
Scenario 3: Aerospace, hydraulic, or structural components
Go with gravity die casting. Lower porosity makes heat treatment viable. Airtight integrity matters here. Slower fill is what delivers it — there’s no shortcut.
The Six Variables That Decide Everything
Lock down these numbers before you get a quote:
-
Annual volume — Under 10,000 units, gravity has the edge. Above that, pressure wins on cost per part.
-
Minimum wall thickness — Below 3 mm, you need pressure die casting. Gravity can’t fill those sections reliably.
-
Tolerance requirement — Need ±0.1 mm or tighter as-cast? Pressure die casting is the path. Gravity won’t get you there.
-
Heat treatment — T6 required? Gravity die casting is the practical choice. Pressure-cast parts carry too much porosity for T6 to work.
-
Airtightness — Pressure test spec on the drawing? Gravity wins. Slower fill means fewer voids, better seal integrity.
-
Surface finish — Need a cosmetic as-cast finish at volume? Pressure die casting delivers Ra 1.0–2.5 μm with no secondary work required.
No single process dominates across all six variables. The right choice is the one that fits what your specific part demands — not the one that sounds better on paper.
Conclusion
Picking between aluminium gravity die casting vs pressure die casting isn’t about finding the “better” process. It’s about finding your process.
Some parts need structural integrity, heat treatability, and design flexibility at moderate volumes. Gravity die casting handles all of that well. Others need tight tolerances, complex thin-walled geometry, and high throughput. Pressure die casting is built for that.
The real cost isn’t in tooling or cycle time. It’s in picking the wrong process and finding out three production runs too late.
Before committing to either method, check your decision against three key variables:
-
Volume — how many parts do you need?
-
Mechanical requirements — what strength and heat performance does your part demand?
-
Post-processing needs — will you need machining, heat treatment, or surface finishing?
Get those three right. Everything else follows.
Ready to move forward? Share your part specs with a qualified casting engineer. You’ll get a process recommendation based on your actual production needs — not a one-size-fits-all answer.