The wrong filter in your aluminum casting process costs more than a rejected part. It can ruin an entire pour, introduce inclusions, and drag down your quality standards without you noticing.
The debate around fiberglass mesh vs. stainless steel wire mesh filters for aluminum casting is still unclear. There are plenty of opinions out there, but very little direct comparison.
Both materials show up in foundry supply catalogs. Both claim to clean your melt. But their real-world performance is not the same — and the gap shows up where it counts.
This guide covers six key dimensions to help you see the difference. You’ll get a clear look at where fiberglass mesh outperforms stainless steel in Aluminum Alloy applications. Plus, you’ll walk away with a practical framework for picking the right filter spec for your process.
What Is Fiberglass Mesh Filter and How It Works in Aluminum Casting

Fiberglass mesh filters look simple — and they are. You get a thin woven sheet, about 0.5 mm thick, made from high-twist alkali-free fiberglass yarn (E-glass or high-silica composition). No exotic ceramics. No complex geometry. Just a precision-engineered mesh, coated with either a special resin (brown finish) or a smokeless carbonized treatment (black finish). One job. No interference with your melt.
The coating does more work than most buyers expect. That refractory layer — resin or carbonized — is what keeps the filter intact through a full pour. It stops combustion, cuts gas output, and stays chemically stable as molten aluminum hits it at 700–800°C. The softening point sits around 900°C, with a working window of up to 20 minutes. That range lines up with the standard aluminum casting window of 650–750°C.
How It Filters
The process runs through four stages:
-
Barrier capture — Mesh openings of 0.8–2.5 mm² block slag, refractory particles, oxides, and non-metallic inclusions too large to pass through
-
Laminar flow promotion — The uniform mesh structure breaks up turbulent flow. This cuts oxide film buildup inside the mold
-
Bubble elimination — The mesh spreads flow and traps rising bubbles through diffusion. Gas entrainment drops as a result
-
Impurity retention — Contaminants caught at the surface and inside the mesh depth stay locked there, away from your casting
The results show up in the part. Fewer pinholes. Reduced inclusions. Cleaner surface finish. More consistent internal quality from start to finish of the pour.
These filters ship in multiple forms — rolls, cut sheets, caps, cylinders, and bags. That range covers Sand casting, permanent mold, die casting, low-pressure casting, and investment casting. Wheel hubs, pistons, billets, ingots — the shape changes. The filtration principle stays the same.
What Is Stainless Steel Wire Mesh Filter and Its General Industrial Role
Stainless steel wire mesh filters have been doing heavy industrial work for decades — long before aluminum casting became a serious topic.
The construction is simple. Wires thinner than 0.05 mm get woven or welded into a rigid, precise grid. The go-to material is 300 series stainless steel — 304 and 316 — picked for one underrated reason: malleability. You can reshape these filters under stress without cracking them. That physical flexibility lets them handle multiple usage cycles without losing accuracy.
Mesh range runs from 20 to 400 mesh. Micron ratings go from 5 µm to 100 µm, adjustable to the application. That’s a wide filtration window — tight enough to catch fine contamination, open enough to keep flow moving.
What It Does Across Industries
You’ll find this filter across a wide industrial range:
-
Manufacturing and chemical processing — removes particles from process streams
-
Food production and sanitary systems — controls contamination in fluid lines
-
Hydraulic systems — handles high-pressure filtration under constant mechanical load
-
Environmental management — separates liquid and gas at scale
The performance numbers hold up. A Bx(c)≥1000 efficiency rating delivers 99.9% contamination control through flow surges and temperature swings. Crimped constructions handle 60–330 PSID at up to 500°F. Welded versions push that to 300–4500 PSID for extreme-pressure environments.
Why Industry Keeps Using It
Three reasons stand out:
-
Durability — holds up against pressure changes, impurities, and temperature extremes without losing shape or accuracy
-
Reusability — you can clean and redeploy these filters, which cuts downtime and reduces long-term filter costs
-
Precision — adjustable mesh sizing gives engineers micron-level control over what passes through and what stays behind
These strengths make stainless steel wire mesh a reliable choice in general industrial filtration. The real question is whether that track record carries over to molten metal performance — and that’s what the fiberglass mesh vs. stainless steel wire mesh filters for aluminum casting comparison is built to answer.
Head-to-Head Comparison: Fiberglass Mesh vs. Stainless Steel Wire Mesh (6 Critical Dimensions)

Six numbers. Six dimensions. One decision that changes what comes out of your mold.
Here’s what the data shows — fiberglass mesh vs. stainless steel wire mesh filters for aluminum casting, side by side. No catalog language. No supplier spin.
Dimension 1: Chemical Compatibility With Molten Aluminum
This one matters most. It’s also the one most buyers skip.
Stainless steel — even 304 and 316 grade — contains iron. That iron hits molten aluminum at 700°C+. The result: Fe contamination enters your melt. Iron ranks among the most damaging trace elements in aluminum alloys. It builds brittle intermetallic phases. It breaks down your casting at the microstructural level. You won’t spot it visually. Your mechanical testing will catch it.
Fiberglass mesh carries zero metallic content. No iron. No chromium. No nickel. The alkali-free E-glass composition stays inert against molten aluminum. What goes into the filter stays in the filter — not in your part.
Edge: Fiberglass mesh — and it’s not close.
Dimension 2: Filtration Efficiency and Inclusion Removal
Stainless steel wire mesh delivers precise, uniform openings — from 0.437 inches on coarse configurations down to 0.151 mm on 120-mesh fine screens. That precision boosts particle adhesion and load transfer at the filter surface.
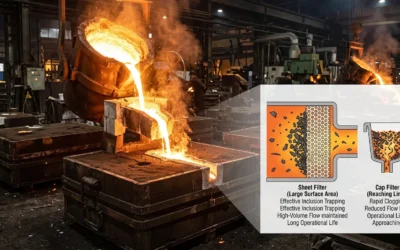
But uniform openings don’t equal effective inclusion removal during a live pour. Fiberglass mesh works two ways at once: barrier filtration plus laminar flow promotion. Stainless steel geometry can’t replicate that. The woven fiber structure traps particles at multiple depths — not just at the surface.
-
Stainless steel: strong geometry control, surface-level capture
-
Fiberglass mesh: multi-depth capture, flow-stabilizing action during the pour
Edge: Fiberglass mesh for aluminum casting. Stainless steel wins in static industrial filtration where geometry control is the priority.
Dimension 3: Temperature Performance
high-silica fiberglass handles temperatures up to a 900°C softening point. It stays stable across the full aluminum casting range of 650–750°C. The coating holds. The structure stays intact through the entire pour.
Standard stainless steel handles above 500°C in general industrial use without issue. The problem shows up in repeated casting cycles. Every heat-and-cool cycle adds expansion, contraction, and slow mesh distortion. Fine mesh grades (80–120 mesh) show reduced failure strain: 0.0020–0.0013 mm/mm. That means less room for thermal shock before dimensional accuracy starts to slip.
Edge: Fiberglass mesh for single-use aluminum casting. Stainless steel holds up better in lower-temperature, repeated industrial cycles.
Dimension 4: Mechanical Strength and Durability
The raw numbers favor stainless steel — by a wide gap.
-
Tensile strength: 515 MPa for standard stainless wire
-
Flexural strength: 487.97 MPa at Mesh 20, dropping to 339.78 MPa at Mesh 40
-
Impact resistance at Mesh 40: 1.715 J
-
Wire diameter on heavy-duty screens: 0.023 inches — built to resist tearing under mechanical load
Fiberglass tears. That’s the straight answer. In high-traffic or high-pressure environments, the mesh structure is vulnerable. Stainless steel is not.
Edge: Stainless steel — by a wide margin on structural durability.
Dimension 5: Lifespan and Total Cost
Stainless steel wire mesh lasts over 15 years with basic maintenance. It’s reusable. You clean it, inspect it, redeploy it.
Fiberglass mesh is a single-use consumable. In non-casting applications, lifespan runs 5–7 years. In aluminum casting, replace it after each pour. That sounds like a cost hit — until you count what iron contamination from a reused stainless filter costs you. Rejected parts. Rework. Scrapped batches.
For high-volume casting operations, the per-unit cost of fiberglass mesh stays low. The cost of a contaminated batch does not.
Edge: Stainless steel on long-term durability cost. Fiberglass mesh on total quality-adjusted cost in aluminum casting.
Dimension 6: Application Fit — Industrial Filtration vs. Aluminum Casting
Stainless steel wire mesh was built for industrial filtration — chemical processing, hydraulic systems, food production, environmental management. It excels in those environments. The reusability, the pressure tolerance (60–4500 PSID), the precision micron ratings — all of it fits those use cases well.
Aluminum casting is a different problem. You need zero metal contamination, single-use reliability, and a filter that keeps laminar flow clean across a narrow thermal window. That’s exactly what fiberglass mesh was designed to do. That’s the job it was built for.
Stainless steel in aluminum casting isn’t wrong because it’s weak. It’s wrong because it was made for a different job entirely.
Edge: Fiberglass mesh — purpose-built for aluminum filtration.
Fiberglass Mesh Filter: Specific Advantages for Aluminum Alloy Casting Applications
Six dimensions of comparison show you what stainless steel can’t do. This section covers what fiberglass mesh can.
The advantages aren’t theoretical. They’re process-level and measurable. You’ll see the difference in yield, purity, and cost per part.
It Stays Chemically Neutral Inside Your Melt
Alkali-free E-glass is inert. Full stop. No iron. No metallic content of any kind. Molten aluminum hits the filter surface at 700–800°C. Nothing transfers back into the melt. The alloy composition you started with is the alloy composition you end up with.
Most buyers don’t realize how much this matters — until they’re tracking down a batch failure with no clear cause.
The Mechanical Improvements Are Real and Measurable
Filtering isn’t just about removing what shouldn’t be there. It’s about what a cleaner melt does to the finished part.
Run aluminum alloy through fiberglass mesh. Here’s what you get downstream:
-
Higher and more uniform surface hardness across the casting
-
Improved bending strength — structural integrity improves, not just appearance
-
Reduced graphite particle size — thinner, more even graphite structure throughout
These aren’t cosmetic gains. They’re material-level improvements that hold up under testing.
It Covers Every Major Aluminum Casting Process
The same filter works across the full range of aluminum alloy casting methods:
-
Low-pressure casting (LPDC) — removes impurities, cuts turbulence, drops bubble entrainment; no contamination of molten aluminum
-
Gravity casting, sand casting, die casting, shell mold, investment casting — effective across precision parts, ingots, and flat plate production
One filter type. Every process you run.
The Waste Remelt Advantage Nobody Talks About
This is where fiberglass mesh pulls ahead of wire mesh — in ways that don’t appear on the initial spec sheet.
Remelt aluminum scrap that was filtered through fiberglass mesh. The liquid goes straight back into the furnace. The mesh floats to the surface. You skim it off. The aluminum underneath stays clean and fully recoverable.
Wire mesh can’t do that. Metallic mesh puts iron back into the remelt — the same contamination you were trying to stop. You lose the scrap value. You lose the aluminum.
Fiberglass mesh burns out at high temperature. It doesn’t touch the alloy composition. The fiber also pulls in leftover impurities during the remelt cycle. Your waste stream stays worth something.
Zero Smoke. Zero Odor. No Environmental Conflict.
The carbonized or resin coating on fiberglass mesh filters produces no smoke and no odor during the pour. The filter stays inert the whole way through. No reactions with molten metal. No byproducts entering your workshop air.
That’s not a minor operational detail. It’s a compliance advantage — and a safety one — that wire mesh alternatives can’t match.
What This Means for Defect Rates
Fewer inclusions. Fewer gas holes. Fewer slag holes, sand holes, and cracks. You get a cleaner surface finish on every casting, with less variation between pours.
The filter doesn’t just clean the melt. It stabilizes it. That stability is what turns into real consistency at scale.
How to Select the Right Fiberglass Mesh Specification for Your Aluminum Casting Process
Spec selection is where most buyers leave money on the table. They pick a mesh size that worked once, standardize it across every process, and never revisit the decision. The wrong spec doesn’t always cause a visible failure. Sometimes it just degrades your yield, pour after pour — and you never see it coming.
Here’s what drives the selection decision.
Start With Mesh Opening Size
The mesh opening determines what gets stopped and what passes through. For aluminum castings with surface finish requirements — wheel hubs, visible structural components, precision parts — a 1.2 × 1.2 mm opening is the standard starting point.
This size delivers moderate to coarse filtration. It blocks oxide films and non-metallic inclusions that ruin surface quality. At the same time, it keeps flow open enough to avoid cold shuts.
-
Coarser openings work for high-flow, high-volume pours
-
Tighter openings suit precision work where internal cleanliness matters more than cycle time
Match the opening to the specific defect you’re trying to stop. Don’t just pick what’s listed in a general catalog.

Check the Fiber Diameter and Weave Density
Fiber diameter runs 0.3–0.7 mm across standard fiberglass mesh products. Thinner fibers give you finer mesh geometry and tighter filtration. Thicker fibers add structural strength — that matters if your gating system puts mechanical stress on the filter during fill.
Weave density is a number most suppliers won’t volunteer upfront. Ask for test documentation verified against EN ISO 2078. A supplier that can’t provide it is asking you to assume their mesh openings are uniform. That’s not a fact — it’s a guess.
Verify Thermal Rating Against Your Pour Temperature
Standard silica glass fiber mesh handles 700–900°C. That range covers the full aluminum casting window of 650–750°C with room to spare. What you still need to confirm is the coating. Resin-coated or carbonized — it has to match your specific process.
A resin-coated filter that performs well in sand casting may not hold up in a high-temperature LPDC application. Check before you order, not after a failed pour.
One Practical Rule Before You Order
Ask for coating verification documentation. Uniform coating with no lumps or voids isn’t just about appearance. It’s what keeps the filter intact when molten aluminum hits it at full flow. A void in the coating is a failure point. Plain and simple.
The filter spec you choose sits between clean aluminum and a contaminated pour. It’s the last line of defense. Treat it that way.
Final Verdict: Which Filter Should You Use for Aluminum Casting?
Here’s the short answer: fiberglass mesh beats stainless steel wire mesh for aluminum casting — every time.
The reason is simple. Stainless steel puts iron into your melt. Iron breaks down the aluminum alloy at the grain level. That’s not a tradeoff. That’s a dealbreaker.
Fiberglass mesh is built for this job. Here’s what you get:
-
Zero metallic contamination — no iron, no alloy damage
-
Stable across the full 650–750°C casting range — it holds up through the whole pour
-
Built-in laminar flow — the structure guides metal flow cleanly through the gate
-
Single-use design — each pour starts clean, with no leftover contamination carried over
The durability case for stainless steel is valid. But that durability belongs in hydraulic systems and chemical processing lines. It does not belong in your Gating System.
Ask yourself one question: are you filtering molten aluminum, or filtering industrial fluid? These are two different problems. They need two different tools.
For aluminum casting, fiberglass mesh is the right tool. Stainless steel wire mesh is not.
Conclusion
This was never a competition — it was a clarification.
For aluminum casting, fiberglass Mesh filters beat stainless steel wire mesh where it counts most: thermal compatibility, melt-flow performance, inclusion capture, and cost-per-pour economics. Stainless steel has a role in industrial filtration. That role just isn’t inside your aluminum casting launder.
Knowing the difference between fiberglass mesh vs. stainless steel wire mesh filters for aluminum casting goes beyond technical trivia. It shapes your scrap rate. It shapes your surface quality. And it hits your margin directly.
So here’s what to do next:
-
Audit your current filtration setup
-
Match your mesh spec to your alloy type, pouring temperature, and cavity geometry
-
Stop defaulting to stainless out of habit — you’re giving up quality every pour
Better castings don’t happen by accident. They happen because someone made the right call before the metal moved.