Picking the wrong filter in sand casting costs more than a single pour. It leads to scrapped parts, rework cycles, and margins that slowly drain away across thousands of castings.
Foam filters vs. extruded honeycomb filters in sand casting — this is not just a debate about filtration efficiency. It covers flow dynamics, structural reliability, alloy compatibility, and what your production environment actually demands.
Both filter types have a place on the foundry floor. But each one earns that place under very different conditions.
Here’s what this breakdown covers:
-
How each filter works
-
Where each one performs best
-
A practical decision framework to match the right filter to your operation
What Are Foam Filters and How Do They Work in Sand Casting?
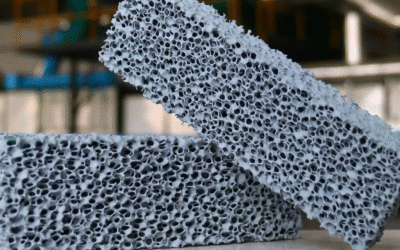
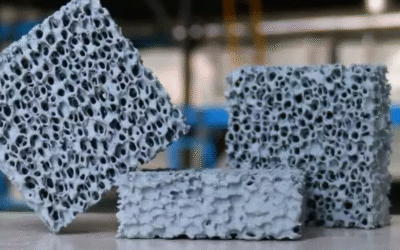
Ceramic foam filters don’t work like a screen door. They work like a labyrinth.
The structure is three-dimensional — a network of interconnected, dodecahedral-shaped pores. Molten metal is forced to twist, slow down, and change direction again and again as it moves through the filter body. That constant redirection is the mechanism. It’s not just catching particles. It’s conditioning the entire flow.

Pore density is measured in PPI (pores per linear inch). The PPI you choose sets what gets caught:
|
PPI |
Inclusion Size Captured |
Filtration Rate |
|---|---|---|
|
20 PPI |
80 μm |
78% |
|
30 PPI |
40 μm |
85% |
|
40 PPI |
20 μm |
88% |
|
50 PPI |
10 μm |
92% |
|
60 PPI |
5 μm |
95% |
Higher PPI means finer capture — but also more flow resistance. That tradeoff matters in real use.
The Deep Bed Effect
Foam filters don’t just skim the surface of contamination. They work as deep bed filters. Inclusions — oxides, slag fragments, sand particles, and partly melted inoculants — stick to the inner strut surfaces. They build up inside the filter’s depth, not at the face.
The curved channels do two things at once. They convert turbulent flow into laminar flow. That one shift cuts most of the downstream damage: mold erosion, trapped gas pockets, oxide film buildup, and porosity defects that don’t show up until after machining.
Materials and Temperature Range
The filter body is made from silicon carbide (SiC), alumina (Al₂O₃), or zirconia (ZrO₂) — the choice depends on the alloy you’re casting. Standard operating temperature goes up to 1,350°C. Select formulations are rated to 1,700°C for more demanding pours.
Foam filters cover the full range — iron, steel, copper alloys, aluminum, bronze, brass, and specialty metals. For aluminum castings, they go after the oxide films and dross fragments that create stress points in finished parts.
What Are Extruded Honeycomb Filters and How Do They Work in Sand Casting?

The geometry here is refreshingly simple — and that simplicity is the whole point.
Extruded honeycomb filters use straight, parallel channels arranged in a hexagonal pattern. Manufacturers push wet ceramic paste through a die under high pressure. The paste then dries and sinters into a rigid matrix. What you get is a structure of thin, interconnected porous walls running straight through the filter body. No twists. No labyrinth. Just clean, defined channels moving metal in one direction.
The Velocity Criterion: A Different Filtration Logic
Foam filters redirect flow. Honeycomb filters control velocity.
Molten metal enters through inlet cells on one face. The metal then moves sideways across thin porous walls into adjacent outlet cells — sealed at the inlet end. Those walls hold open pores sized with purpose: small enough to block solid particles, large enough to let fluid pass. That’s the velocity criterion filtering mechanism in action.
The result is a rectification effect. Turbulent, chaotic metal transforms into smooth laminar flow before it reaches the mold cavity. Bubble formation drops. Oxidation-related defects drop with it.
What Gets Caught — and What Keeps Flowing
The filter traps oxides, slag, refractory fragments, alloy remnants, and non-metallic inclusions inside the porous wall network. What separates honeycomb from foam isn’t just what it catches — it’s how it handles buildup.
In a foam filter, flow resistance climbs as inclusions accumulate. Honeycomb filters don’t work that way. Flow rates stay stable even as the filter fills with captured material. No gradual pressure buildup. No performance drop mid-pour.
That stability is critical in high-volume production environments. Consistency isn’t a nice-to-have — it’s a requirement.
Composition and Mechanical Reliability
The base material is mullite-based ceramic. It’s chosen for three reasons:
– Strong thermal stability
– Chemical inertness
– Resistance to corrosion from molten metal contact
These filters hold their structure under metal flow impact and thermal shock. They don’t rupture.
Dimensional accuracy is tight enough for automated line placement. That’s a real operational advantage in high-output production where manual fitment errors aren’t an option.
Primary applications cover ductile iron, gray cast iron, aluminum, and high-grade steel alloys. This is especially true in automotive-grade aluminum filtration, where precise oxide and particle removal from the melt is non-negotiable.
Filtration Efficiency: Foam Filters vs. Extruded Honeycomb Filters
The numbers tell a clear story. Foam filters run at 80–90% open porosity and capture inclusions down to ≤20 microns. Honeycomb filters stop only at larger particles. That gap isn’t a minor detail — it decides whether your finished casting passes inspection or ends up as scrap.
How Each Filter Removes Inclusions
Foam filters don’t depend on a single removal method. They use four at once:
-
Sieve-cake filtration — blocks particles at the filter face
-
Deep bed filtration — captures inclusions through adsorption along internal strut surfaces
-
Flotation separation — lifts lighter inclusions out of the metal flow
-
Rectification — turns chaotic metal movement into steady, controlled laminar flow
That four-layer approach is what lets foam filters catch oxides, slag fragments, and suspended oxidized inclusions. Honeycomb structures can’t reach those targets. Fine particles below 20μm — the ones most likely to cause stress concentrations in precision castings — pass straight through a honeycomb filter’s open channels without any resistance.
Flow Uniformity: Where the Gap Gets Bigger
Honeycomb filters push flow toward the center. The edges get less metal contact. That uneven spread isn’t just an efficiency issue. It creates localized hot zones and raises the chance of oxide film buildup along the slower flow paths.
Foam filters work differently. Metal spreads across the full filter face. Every square centimeter of filtration surface pulls its weight — no dead zones, no wasted area.
The result is measurable: a foam filter delivers equal filtration performance at half the length of a comparable honeycomb filter — using one-third the material volume. Foundries running high-precision aluminum or steel pours have reported scrap reductions of 25–40% after switching. Most of those gains trace directly to better fine-inclusion capture.
Honeycomb filters do have one real edge — lower pressure drop. Straight channels let metal flow through with less resistance. For operations where metal head pressure is tight and flow rate is the top concern, that’s a genuine advantage worth considering.
But on filtration efficiency, foam filters are the stronger choice. Fine-inclusion removal is where it matters most — and that’s exactly where honeycomb filters fall short.
Flow Rate and Mold Fill Performance Comparison
The numbers are simple. Foam filters open at 600 mL/sec. Honeycomb filters open at 1,000 mL/sec. That 400 mL/sec gap is not a rounding error. It tells you which filter belongs in your gating system before a single pour happens.
Size of the Casting Decides the Conversation
Foam filters are built for castings under 50 kg. The lower flow rate isn’t a flaw. It’s the right tool for smaller mold volumes. Controlled, laminar fill matters more than raw speed here. Push metal through a small cavity too fast. You get turbulence problems, not better filtration.
Honeycomb filters work in a different weight class. Castings above 100 kg need volume. They need metal reaching the mold cavity fast and at a steady rate. Honeycomb channels deliver that. No pressure buildup fights the pour.
The Filter Cake Problem in Foam Filters
Here’s where foam filter users hit real friction. Inclusions build up inside the filter body. Flow resistance rises — not all at once, but bit by bit over the pour. Fill time can stretch by 20–50%. That’s not a small shift. It shrinks the casting process window by 15–30%. You end up stuck choosing between suppressing turbulence and keeping enough fill speed.
PPI selection controls how bad that tradeoff gets:
-
20–30 PPI keeps flow rates in the 500–700 mL/sec range. Inclusion retention reaches down to 10–50 μm. That’s the practical sweet spot for sand castings under 30 kg.
-
Go above 30 PPI and flow rate drops by 30%
-
Drop below 20 PPI and you lose 40% of inclusion capture effectiveness
Honeycomb filters avoid this problem. Flow rates stay steady as the filter loads. No rising resistance. No shrinking process window mid-pour.
High-volume production leaves no room for fill inconsistency across castings. That steady flow rate is what makes honeycomb filters worth considering at that scale.
Structural Strength and Handling: Pros & Cons of Each Filter Type

Drop a foam filter. Pick up a honeycomb. The difference in your hand tells you almost everything.
Foam filters are fragile by design. The twisted internal structure catches fine inclusions well — but that same structure makes the filter easy to damage. At 30 μm thickness or less, they crack, deform, and crush under pressure that a rigid filter handles without issue. Manual positioning makes things worse. Thickness variation during placement runs 3.2 to 3.9 times the nominal spec. That’s not operator error. That’s the nature of the material.
To get foam filters working consistently, foundries add support layers — 25 mm silicone backing with a central cutout is the standard setup. It works, but it adds steps. Handling time runs 10–20% higher than rigid alternatives. Replacement cycles push downtime up by another 15–25%, with labor costs climbing 20% on top of that.
Honeycomb filters don’t have this problem. The corrugated ceramic structure is stiff enough for automated line insertion. No manual adjusting needed. No deformation risk during placement.
The geometry pays off in the numbers:
|
Filter Type |
Crush Risk |
Auto-Line Suitability |
Handling Downtime Impact |
|---|---|---|---|
|
Foam |
High |
Low |
+20–30% |
|
Honeycomb |
Low |
High |
−30% |
At corrugation angles of 120–150°, honeycomb filters cut frictional resistance by 2.3 times compared to shallower designs. Total structural pressure drop stays at a steady 84.9 Pa for standard production dimensions. Auto-line speed goes up by 50%. Labor drops by 40%.
The tradeoff is simple. Foam filters need careful handling and controlled conditions. Breakage rates stay below 5% only with support systems in place and strict handling discipline. Honeycomb filters hold up in rougher production environments. Performance stays consistent even without extra care.
High-volume casting lines running on automation get a clear structural advantage from honeycomb. Precision-focused operations that need fine filtration can still use foam — but the support infrastructure has to be built in from day one.
Casting Quality and Measurable Production Outcomes
The numbers don’t lie — and in sand casting, they don’t flatter.
Foundries running foam filters have documented scrap rate reductions from 12.4% down to 1.8%. That’s an 85% drop. Not a marginal improvement. A structural shift in what comes off the line as usable product versus waste.
That kind of outcome doesn’t happen in isolation. It compounds. Cleaner metal means fewer surface defects. Fewer surface defects mean less downstream machining. Tool life extends by 37%. Rework drops by up to 30%. Every pour that doesn’t create a problem is a pour that doesn’t cost you twice.
Where Honeycomb Filters Show Their Limits
Honeycomb filters bring real consistency to flow — but consistent flow isn’t the same as consistent quality.
Without fine inclusion removal, honeycomb-filtered castings carry a 5–12% surface quality loss risk and a 2–5% density reduction. Those aren’t cosmetic issues. Density loss leads to structural weakness. For automotive engine components running under high temperature and high pressure, a filtration gap at the pour stage shortens part lifespan. You lose up to 30% longer service life — the same margin those components were built to deliver — because the melt wasn’t clean enough.
Tracking What Counts
Three metrics cut through the noise on the production floor:
-
First Pass Yield (FPY): Good units divided by total started. A 99% FPY — say, 129 good parts from 130 started — is the target. Anything below that points to rework building up somewhere in the process.
-
Scrap Rate: The benchmark sits below 5% for a process worth keeping. Above that, you’re not running a foundry — you’re running a rework operation with a casting line attached.
-
OEE (Overall Equipment Effectiveness): The combined score of Availability × Performance × Quality. Anything above 85% signals a healthy operation. Below that, defect losses are almost always part of the drag.
Machine learning models are starting to close the prediction gap. ANN models post-oversampling reach 71% accuracy in defect identification for die casting parameters — beating deep learning approaches in practical production settings. Process variations in casting temperature, shot timing, and mold temperature cause cold runs in about 2 out of every 10 pours under simulation. Catching those patterns before they become scrap is where predictive quality mapping earns its place.
The baseline target is clear: below 2% scrap. Foam filters make that achievable for precision work. Honeycomb filters can hold process consistency — but hitting sub-2% scrap without fine inclusion control means everything else in the process has to be flawless. That’s a fragile position to depend on.
Application Scenarios: Foam vs. Honeycomb in Sand Casting

The right filter is never a general answer. It’s a specific answer to a specific casting problem.
Here’s how that plays out across real production conditions.
Thin-Wall Castings and High-Purity Requirements
Wall thickness below 5mm leaves almost no margin for error. In a heavy casting, small inclusions disappear into the bulk. In thin sections, they become stress concentrators. Stress concentrators become cracks.
Foam filters are the correct choice here. The winding pore structure captures inclusions down to 20–50μm. Defect rates drop by 70–90% in sections under 5mm. For melt purity above 99.5%, nothing else competes. Honeycomb channels lack the filtration structure to catch fine particles at that scale.
For aluminum, run 20–30 PPI foam. The high open porosity matches the low viscosity of aluminum melt. Oxide inclusion rates fall below 5%. Switching to higher CPSI honeycomb on aluminum risks clogging. You also lose the fine oxide removal that aluminum castings need.
Large Castings and High-Slag Alloys
Above 100 kg, the priorities shift.
Volume wins. Gray iron and ductile iron carry high slag loads. They move fast. You need a filter that keeps pace without choking.
Honeycomb filters at 200–400 CPSI handle this. Straight channels sustain flow above 100 kg/min — about double what foam can manage before restriction becomes a real problem. For ductile iron, a 300 CPSI honeycomb supports nodular graphite structure and delivers a documented 10% yield improvement. Gray iron at 200 CPSI follows the same logic: fast filtration, stable throughput, no mid-pour pressure surprises.
Maintenance is easier too. Straight channels clean 50% faster than foam’s internal maze. High-volume lines gain 20–30% production uptime over extended runs.
The Decision at a Glance
|
Scenario |
Best Filter |
Key Metric |
|---|---|---|
|
Thin-wall (<5mm) |
Foam (20–50 PPI) |
80% defect reduction |
|
Large casting (>500 kg) |
Honeycomb (200–400 CPSI) |
2× flow rate |
|
High-purity requirement |
Foam (30–50 PPI) |
90% inclusion removal |
|
High-volume iron casting |
Honeycomb (300+ CPSI) |
15% efficiency gain |
Choose foam: wall thickness under 5mm, purity above 99.5%, or flow below 50 kg/min.
Choose honeycomb: casting exceeds 100 kg, flow demand runs above 100 kg/min, or the alloy carries heavy slag — gray iron, ductile iron, any melt that pushes volume over purity.
The filter doesn’t make the casting. But the wrong filter makes sure the casting fails.
Key Decision Factors: How to Choose the Right Filter for Your Sand Casting Operation
Five variables decide which filter belongs in your sand casting system. Get them right and the choice becomes clear.
Casting weight and wall geometry come first. Light castings with thin walls — sections under 5mm — need fine filtration and controlled fill. Heavy castings above 100 kg need volume and flow stability. These two needs push in opposite directions. No single filter handles both well.
Alloy reactivity and pour temperature come next. Ferrous alloys — gray iron, ductile iron, steel — run hot and carry heavy slag loads. They need a filter that stays solid under pressure and keeps up with fast pour rates. Non-ferrous alloys like aluminum and copper are cleaner, but they react badly to oxide contamination. Your filter has to match the alloy chemistry — not just the cavity shape.
Gating configuration shapes the final call. Bottom-fed systems push metal upward from below. This cuts air entrapment, and the right filter placement makes that effect stronger. Multi-point pouring splits the metal load across several ladles. This lowers the risk of early solidification in thinner sections. Single-point setups like Kalpur — pouring cup, filter, and sleeve in one — keep the system simple. But they don’t fit every casting geometry.
Pour speed is the variable most operations get wrong. Too slow and the metal loses pressure before the cavity fills. Too fast and turbulence creates the exact voids and inclusions you were trying to stop. The filter controls that window. Size it right and your pour stays in the safe range.
Dimensional tolerance closes the decision. Sand casting runs at ±0.5–2.0mm per 100mm. Filters improve consistency by steadying the flow and cutting mold erosion. Skip that stabilization and tolerance drift builds up across the full production run.
Conclusion
Picking between foam filters and extruded honeycomb filters is not a guessing game. It’s an engineering call — one that directly affects your scrap rate, pour quality, and bottom line.
Foam filters do their best work trapping fine inclusions. They shine in complex, detail-critical castings where irregular flow paths are needed. Honeycomb filters take a different role. They deliver consistent flow rates, strong mechanical durability, and steady performance across high-volume runs.
The honest truth? Most foundries don’t need to commit to one side. They need to know which tool fits which job.
Start by checking your current rejection rates by filter type. Then match your alloy, pour temperature, and cavity geometry to the decision framework above. The right answer for your foam filters vs. extruded honeycomb filters in sand casting choice is sitting in your own production data.
Stop guessing. Let the metallurgy point you to the answer.