Picking the wrong casting method can cost you more than money. It can hurt part quality, slow down production, and put you in a tough spot with your client when the component fails to meet spec.
Still, many engineers and buyers treat the choice between sand casting and gravity casting like a guess. That’s a mistake.
These two processes work on completely different logic. Mold materials, metal behavior, and production costs all point in separate directions depending on which method you use.
So here’s what you’ll find in this guide:
-
How each method works, step by step
-
Where each one performs at its best
-
Where each one falls short
-
How to match the right process to your project
What Is Sand Casting? (Quick Technical Grounding)
Sand casting is one of the oldest manufacturing processes still running at industrial scale — and it works the way it sounds.
You pack sand around a pattern to form a mold cavity. Then you pour molten metal in, let it cool, and break the mold apart to release the part. The mold is destroyed every cycle. The pattern survives and gets reused.
Three main sand types drive most of the decisions:
-
Green sand — moist sand held together with clay binder; the workhorse of production foundries
-
Resin sand — dry sand mixed with resin binders; better for complex cores and internal cavities
-
Dry sand — higher strength, better suited for elevated temperatures and pressures
Patterns are built 1–3% oversized to account for metal shrinkage during cooling. Vertical walls need a 1–3° draft angle so the pattern releases without tearing the mold.
The gating system — how metal enters the cavity — matters more than most buyers realize. Ring runners, bottom-fed systems, and Kalpur designs each handle flow rate and turbulence in their own way. Get it wrong and you’re looking at porosity, air entrapment, and incomplete fills.
Sand casting handles aluminum, bronze, brass, iron, and steel. Its real advantage over permanent mold processes is heat tolerance. Iron and steel pour above 1,200°C — temperatures that would destroy a metal die. Sand holds up fine.
Surface finish is rough by nature. Grain size controls the texture. Most sand cast parts go through shot blasting, grinding, and machining before they’re ready to use.
What Is Gravity Casting? (And How It Works)

Gravity casting does what the name says — it lets gravity do the work.
You pour molten metal into a permanent metal mold (steel or iron) and it fills the cavity from the bottom up. The driving force is nothing but the metal’s own weight. No pressure injection. No forced filling. Just a controlled, steady pour that cuts down on turbulence and reduces oxide inclusions.
Before each cycle, workers preheat the mold, then coat it with a release agent. This protects the surface and helps push out the finished part. After the metal solidifies, the mold cools down — sometimes in a graphite tank — gets recoated, and runs again.
That reusability is the whole point. The same mold handles hundreds or thousands of cycles without breaking down.
A few hard numbers worth knowing:
-
Tolerances hit ±0.015″ up to 1 inch, then ±0.002″ per inch beyond that
-
Surface finish lands between 150–300 RMS — cleaner than sand casting
-
Minimum wall thickness sits at 0.188″
-
Tooling costs range from $10,000 to $300,000 depending on complexity
The mold is permanent and made of metal, so you’re limited to low-melting-point materials — aluminum, magnesium, zinc, and copper. High-melt ferrous metals like iron and steel would destroy the die fast. Aluminum runs around 1,200°F, and that’s about the upper limit this process can handle.
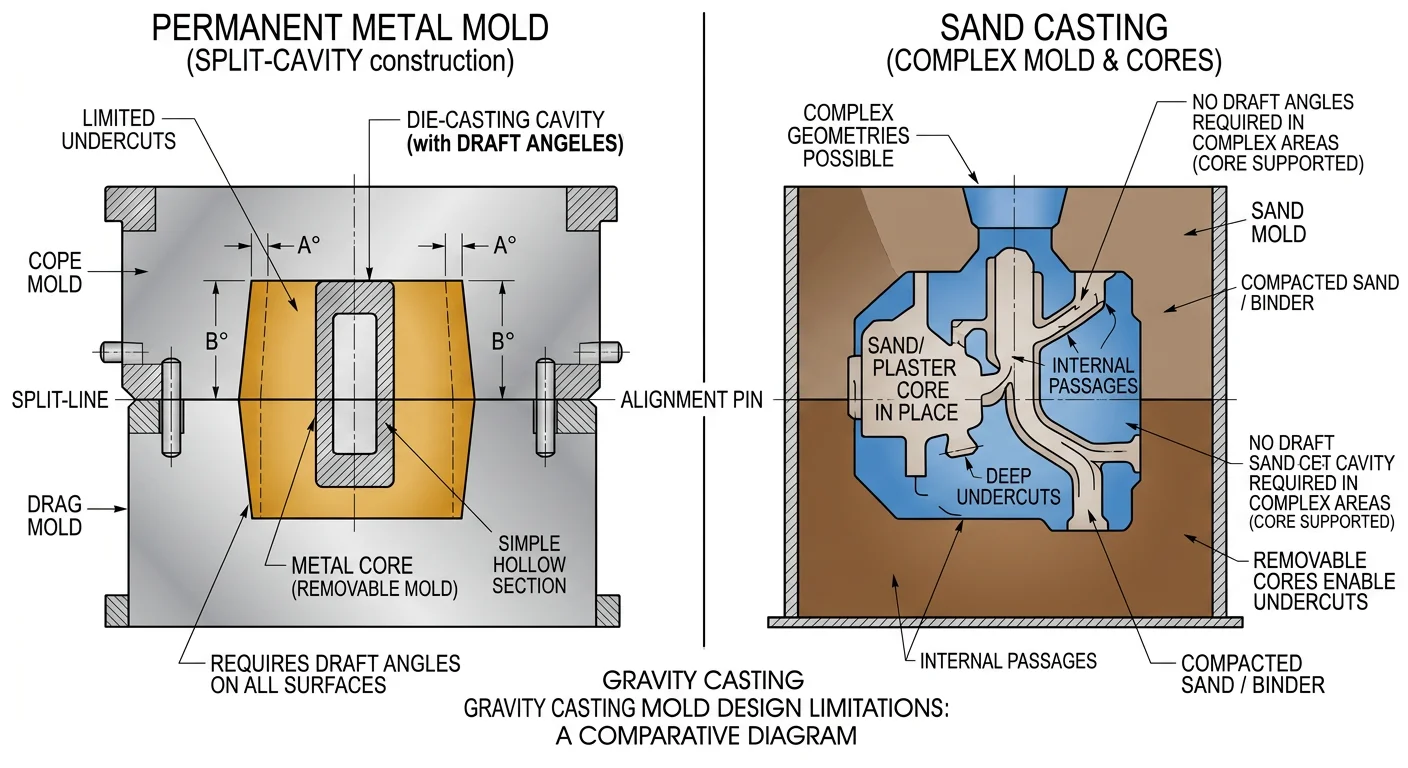
Design has its limits too. The split-cavity construction rules out undercuts. Thin walls are tough without pressure to push the metal through. Complex internal shapes need sand or plaster cores — metal cores only work for simpler hollow sections.
Mold Material & Process: The Fundamental Structural Difference
The mold is where these two processes split — not just in material, but in philosophy.
Sand casting runs on expendable molds. Every cycle, you build a new one. Every cycle, you destroy it. The pattern survives and gets reused, but the mold itself is gone the moment you crack it open. That single-use logic runs through the entire process.
Gravity casting works the opposite way. You put a large upfront investment into a permanent metal mold — CNC-machined steel or iron, built to tolerances at one-third of the final part tolerance — then run that mold for thousands of cycles before it wears out.
That difference shapes everything that follows.
Here’s how the timelines break down:
|
Sand Casting |
Gravity Casting |
|
|---|---|---|
|
Mold Lead Time |
1–3 days (simple pattern-making) |
4–8 weeks (CNC tooling fabrication) |
|
Mold Life |
Single cycle |
Thousands of cycles |
|
Production Rhythm |
Irregular, low-volume |
Steady, high-volume |
|
Setup Complexity |
Low |
High |
Sand gets you into production fast. A wood or foam pattern takes days to build. No precision machining needed. Low volumes? Geometry keeps changing? That flexibility has real value.
Gravity casting asks for patience upfront. You’re looking at weeks of tooling work before the first part drops. But once that mold is running, it settles into a consistent, repeatable production rhythm that sand can’t match.
One more structural detail: sand molds manage gas escape through controlled porosity. Sacrificial fillers like walnut shell burn out during casting. This creates internal voids that vent gas and stop pressure from building up. Metal molds take a different approach — venting channels cut straight into the tool handle that job instead.
The core tradeoff: sand gives up long-term efficiency for short-term flexibility. Metal gives up short-term speed for long-term consistency.
Surface Finish & Dimensional Accuracy Compared
Numbers tell the story here better than opinions do.
A coated sand mold produces a surface roughness of Ra 3.23 µm and Rz 11.38 µm. That’s the best sand casting gets straight out of the mold — no machining, no grinding, no secondary work. Gravity casting lands in the 150–300 RMS range. That’s a cleaner finish by a clear margin.
As-cast, neither process is ready for precision applications. But the gap between them matters. It depends on what you’re building.
Dimensional tolerance tells a similar story:
-
Sand casting (uncoated mold): 82% of points fall within ±0.5 mm of CAD nominal
-
Sand casting (coated mold): jumps to 90% within ±0.2 mm — coating alone cuts surface roughness by about 2.5x on Ra and 1.8x on Rz
-
Gravity casting: holds ±0.015″ up to one inch, then ±0.002″ per inch beyond
The coated mold improvement is real. It still doesn’t close the gap all the way.
Post-machining is required for most sand cast parts. Any application demanding Ra below 1.6 µm — precision cams, sealing surfaces, bearing bores — needs grinding after casting. That adds cost and lead time. Buyers often forget to build that into their estimates.
Finishing closes about 80–90% of the deviation. But it’s never free.
Gravity casting starts closer to spec. Less secondary work. More predictable output across a long production run.
Mechanical Properties & Internal Quality
The metal doesn’t lie. Cut a section, run the tests, and the numbers tell you what each casting process delivered — and what it held back.
Sand casting and gravity casting don’t just differ in surface finish and dimensional accuracy. The real difference is what happens inside the metal. For structural applications, that’s what counts.
Gravity casting produces denser, more consistent internal structure. The controlled pour reduces turbulence. Less turbulence means fewer oxide inclusions and less trapped gas. You get a part with tighter internal soundness — it holds up under stress instead of hiding defects until something fails in service.
Sand casting carries more risk on this front. Porosity is a known problem. Mold design manages gas entrapment — it doesn’t eliminate it. You can optimize the gating system, choose resin sand over green sand, and still end up with internal voids. Those voids show up during NDT inspection, not before.
Here’s what the test standards measure:
-
Tensile strength and yield strength — per ASTM E8/E8M and ASTM A370
-
Elongation and reduction of area — ductility indicators that catch brittleness before it causes failures
-
Brinell/Rockwell hardness — wear and abrasion resistance, per ASTM E10
-
Charpy V-notch impact toughness — energy absorbed during fracture, measured in ft-lbs under ASTM E23
-
Fracture toughness (K, J, CTOD) — crack propagation resistance under stress, per ASTM E1820
Surface integrity has its own evaluation framework. ASTM E125 covers 37 documented discontinuity types across five severity classes. These are all specific to steel castings under magnetic inspection.
Gravity cast parts start with a mechanical advantage. They carry less internal risk. Sand cast parts can match those properties — but only after proper NDT screening and tight process control. The margin for error is narrower, and the inspection burden is higher.
Design Complexity & Geometry Flexibility
Sand casting wins on geometry. That’s the short version.
Some parts have undercuts, deep internal cavities, or irregular contours. A rigid metal mold can’t release those shapes. Sand can. The mold breaks away after pouring. It doesn’t need to slide open, pull apart, or eject the part in one piece. Breaking the mold is part of the process — and that’s what makes complex geometry work.
Here’s what sand casting handles that gravity casting can’t:
-
Undercuts and re-entrant features — no draft constraints from a permanent split-line
-
Deep internal passages — sand cores drop straight into the mold cavity before pouring
-
Large, irregular shapes — no hard size ceiling from a machined metal tool
-
Rapid design iteration — pattern modifications take days, not weeks of re-tooling
Gravity casting works the opposite way. The permanent metal mold controls what shapes are possible. Split-cavity construction means every feature must release in one clean motion as the tool opens. Undercuts are out. Thin walls are difficult without pressure assist. Internal complexity needs sand or plaster cores — and that adds cost and setup time to a process built around efficiency.
Draft angles matter more here than most buyers expect. Sand casting tolerates steeper walls and less precise draft. Gravity casting needs clean release geometry from day one. Miss that, and the tool jams. The part tears.
The tradeoff is direct: sand gives you geometric freedom. Gravity casting gives you consistency — but only within the shapes its mold can release.
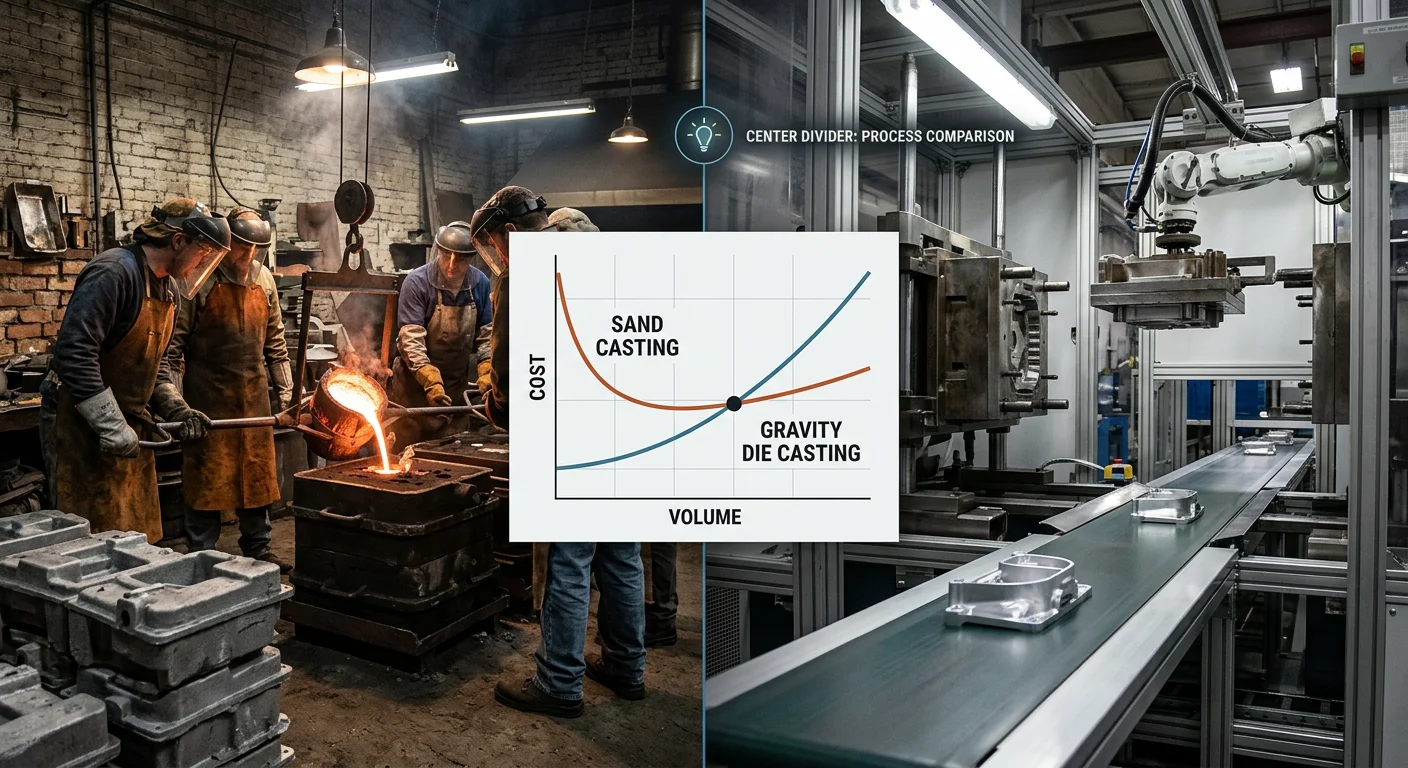
Production Volume & Cost Economics
Volume changes everything. Not just the unit price — the entire logic of which casting process makes sense.
Here’s the basic math: your total cost splits into fixed costs and variable costs. Fixed costs stay the same no matter how many parts you run. Variable costs — materials, labor, consumables — scale with output. The more units you produce, the thinner those fixed costs spread across each piece. That’s economies of scale. It works very differently depending on which casting process you choose.
Sand casting carries low fixed costs and high variable costs per cycle. Every mold is built, then destroyed. Pattern-making is cheap. But you pay for sand, binders, and labor on every single pour. At low volumes — prototypes, short runs under 500 pieces — that structure works in your favor. You’re not stuck with $50,000 of sunk tooling cost after run one.
Gravity casting runs the opposite equation. Fixed costs are high up front. Variable costs per cycle drop over time. That permanent metal mold is a real investment. It starts paying back once volume climbs high enough to spread that cost thin.
Here’s how average cost per unit shifts across volume tiers:
|
Production Volume |
Sand Casting |
Gravity Casting |
|---|---|---|
|
Prototypes (1–50 units) |
Reasonable — low tooling drag |
Expensive — tooling not recovered |
|
Medium run (500–5,000) |
Costs plateau, no efficiency gains |
Break-even zone begins |
|
Mass production (10,000+) |
High per-unit — labor intensive |
Lowest cost — fixed costs absorbed |
There’s also a learning curve effect worth noting. As gravity casting volume grows, cycle times tighten. Scrap rates fall. Operators build process consistency. Per-unit cost drops further than fixed-cost math alone predicts.
Sand casting doesn’t capture those gains the same way. Each cycle rebuilds the mold from scratch. Efficiency improvements hit a ceiling fast.
The decision rule is simple: your annual volume sits below a few hundred units? Sand casting protects your cash flow. Your design is still changing? Same answer. Committing to thousands of identical parts? Gravity casting’s fixed-cost structure starts working for you. The math flips in your favor.
Material Compatibility: Which Metals Work Best in Each Process
The metal you’re casting doesn’t care which process you prefer. It has a melting point, a density, and a thermal behavior — and those numbers tell you where it belongs.
Sand casting handles the metals that run hot. Steel A36 melts between 1,370–1,530°C. Copper C11000 melts at 1,085°C. Both sit well above what a permanent metal mold can take without breaking down. Sand’s refractory structure holds up at those temperatures. That’s not a preference — it’s physics.
Gravity casting draws a harder line. The permanent metal mold caps your practical range at around 660°C — right where aluminum sits. Keep silicon content below 12% in high-silicon aluminum alloys. That holds fluidity steady and keeps the pour controlled. Al 6061 is a common fit: 276 MPa yield strength, 310–400 MPa ultimate. Solid performance, but inside a tight window.
The mold’s thermal conductivity changes how the metal behaves inside. Steel molds pull heat away from aluminum 2–5x faster than sand does. Faster cooling drives faster solidification. That tightens grain structure — but it can also introduce defects. The part geometry needs to account for that. Brass at 930°C shows the same pattern. Directional solidification in metal molds builds a different microstructure than the same alloy poured into sand.
Here’s the practical summary:
|
Metal |
Melt Point |
Best Process |
|---|---|---|
|
Steel A36 |
1,370–1,530°C |
Sand |
|
Copper C11000 |
1,085°C |
Sand |
|
Al 6061 |
660°C |
Gravity |
|
Brass C26000 |
930°C |
Sand or metal mold |
Match the metal to the mold. Everything else follows from there.
Sand Casting vs. Gravity Casting: Head-to-Head Decision Matrix
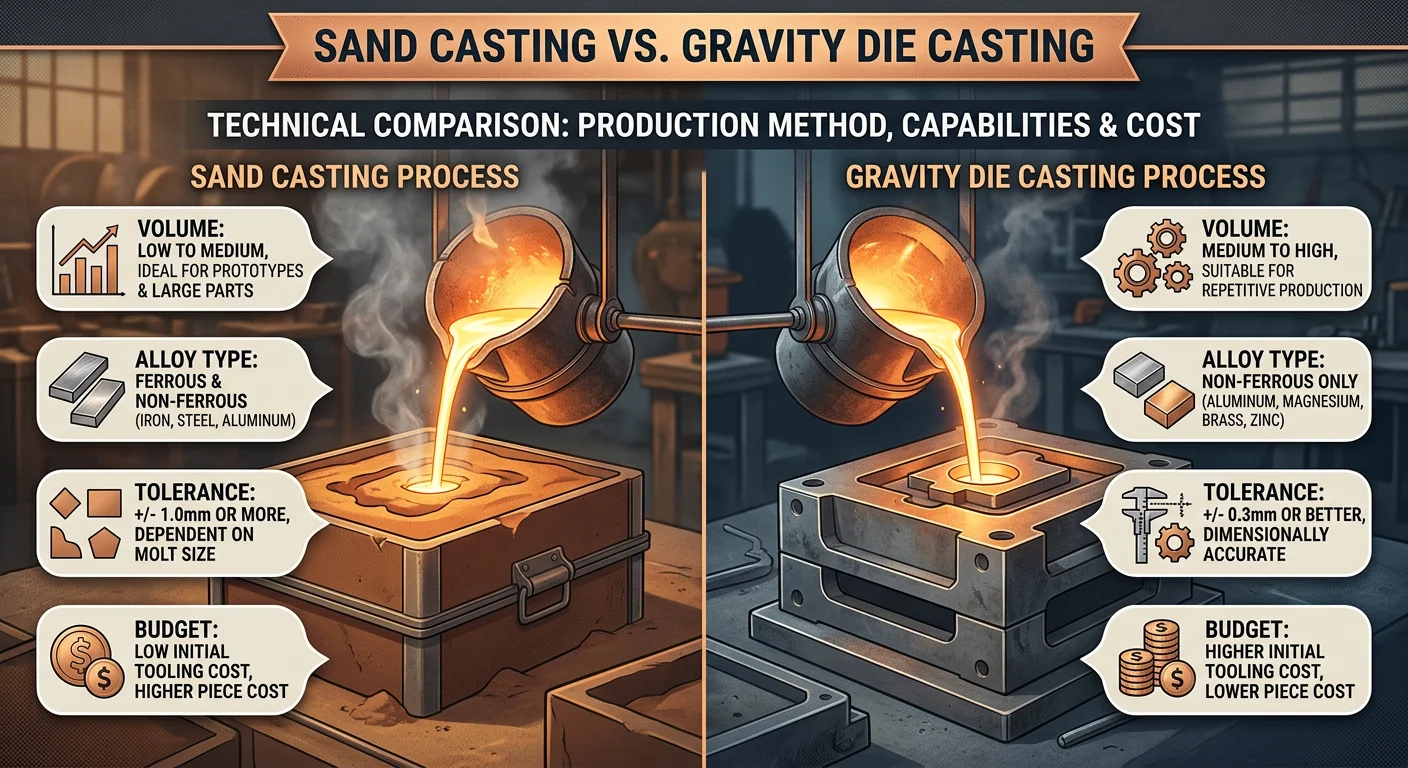
Every project variable — volume, alloy, tolerance, budget — points toward one process or the other. Here’s the full comparison in one place.
|
Dimension |
Sand Casting |
Gravity Casting |
|---|---|---|
|
Surface Finish |
Rough — post-machining required |
Smoother — less secondary work |
|
Dimensional Tolerance |
Moderate (±0.5–1% typical) |
Tighter, more consistent |
|
Tooling Cost |
Low ($1K–$5K) |
High ($10K–$50K+) |
|
Ideal Volume |
Under 1,000 units |
1,000+ units |
|
Alloy Range |
Broad — aluminum, steel, iron |
Mainly aluminum and non-ferrous |
|
Design Complexity |
High — cores handle internal features |
Medium — rigid die limits options |
|
Mechanical Properties |
Moderate — coarser grain structure |
Higher — finer grain, better consistency |
|
Repeatability |
Moderate |
Excellent |
|
Cycle Speed |
5–10 min per part |
1–2 min per part |
The pattern is clear:
-
Sand casting fits low volume runs, complex geometry, hot alloys, or tight tooling budgets.
-
Gravity casting fits tight tolerances, smoother finishes, and structural consistency. Volume needs to justify the tooling cost.
One edge case worth knowing: neither process works well above 100,000 units. At that scale, die casting wins on speed and tolerance.
For ultra-precise steel work with porosity concerns, counter-gravity sand casting is worth a close look. It delivers 47% yield versus 32% for conventional gravity sand. Plus, it cuts out centerline porosity completely.
The matrix won’t make the call for you. It just takes the guesswork off the table.
How to Choose: Matching the Right Method to Your Project
The matrix in the previous section narrows your options. This section helps you make the final call.
Start by scoring your project against five weighted criteria. Not every criterion carries equal weight — and that’s the point.
Build your decision scorecard:
|
Criterion |
Suggested Weight |
What to Evaluate |
|---|---|---|
|
Volume & Profitability |
40% |
Annual unit target, break-even timeline |
|
Technical Difficulty |
20% |
Geometry complexity, tolerance requirements |
|
Resource Availability |
15% |
Tooling budget, lead time constraints |
|
Risk Tolerance |
15% |
Porosity sensitivity, inspection burden |
|
Strategic Alignment |
10% |
Scalability, future design changes |
Score each criterion from 1–10. Multiply by its weight, then add the totals. Teams that use structured criteria like this see 50% higher success rates compared to gut-feel decisions.
Two scenarios where this plays out:
-
Prototype or R&D phase — give more weight to technical feasibility and scalability. Sand casting wins almost every time here.
-
High-volume production — shift weight toward equipment efficiency and quality metrics. Gravity casting’s numbers take over at that point.
Before you commit, ask your foundry a few key questions. How do they balance mechanical requirements against volume targets? What steps do they take to manage risk on tight-spec parts? Those answers tell you far more than any spec sheet will.
Conclusion
Choosing between sand and gravity casting isn’t a guessing game. It’s an engineering decision with real consequences for cost, quality, and lead time.
Sand casting works best for complex geometry, low volumes, or ferrous metals that are hard to work with. Gravity casting fits better for tighter tolerances, cleaner surface finish, and consistent mechanical properties across mid-to-high volume runs. Those aren’t opinions — they’re the structural realities of how each process works.
One question drives the decision: what does your part demand? Get that answer right, and the right process becomes clear.
So don’t guess. Look at your part requirements — geometry, material, volume, finish. Then match them against what each method delivers.
Ready to make the call? Talk to a casting engineer before you commit. The right conversation now saves expensive corrections later.