Getting a sand casting quote without knowing the cost drivers is a mistake. You’ll end up paying whatever the supplier tells you. Sand casting cost shifts based on part complexity, metal choice, production volume, and a dozen variables most suppliers won’t mention upfront.
Here’s what the range looks like in practice:
-
A small aluminum bracket might run $8 per piece at volume
-
A complex iron housing can hit $400 before the first machine pass
This breakdown covers every real cost layer — molds, materials, labor, finishing, and the break-even math that determines whether sand casting makes financial sense for your project.
What Is the Typical Sand Casting Cost Range? (Quick Answer)
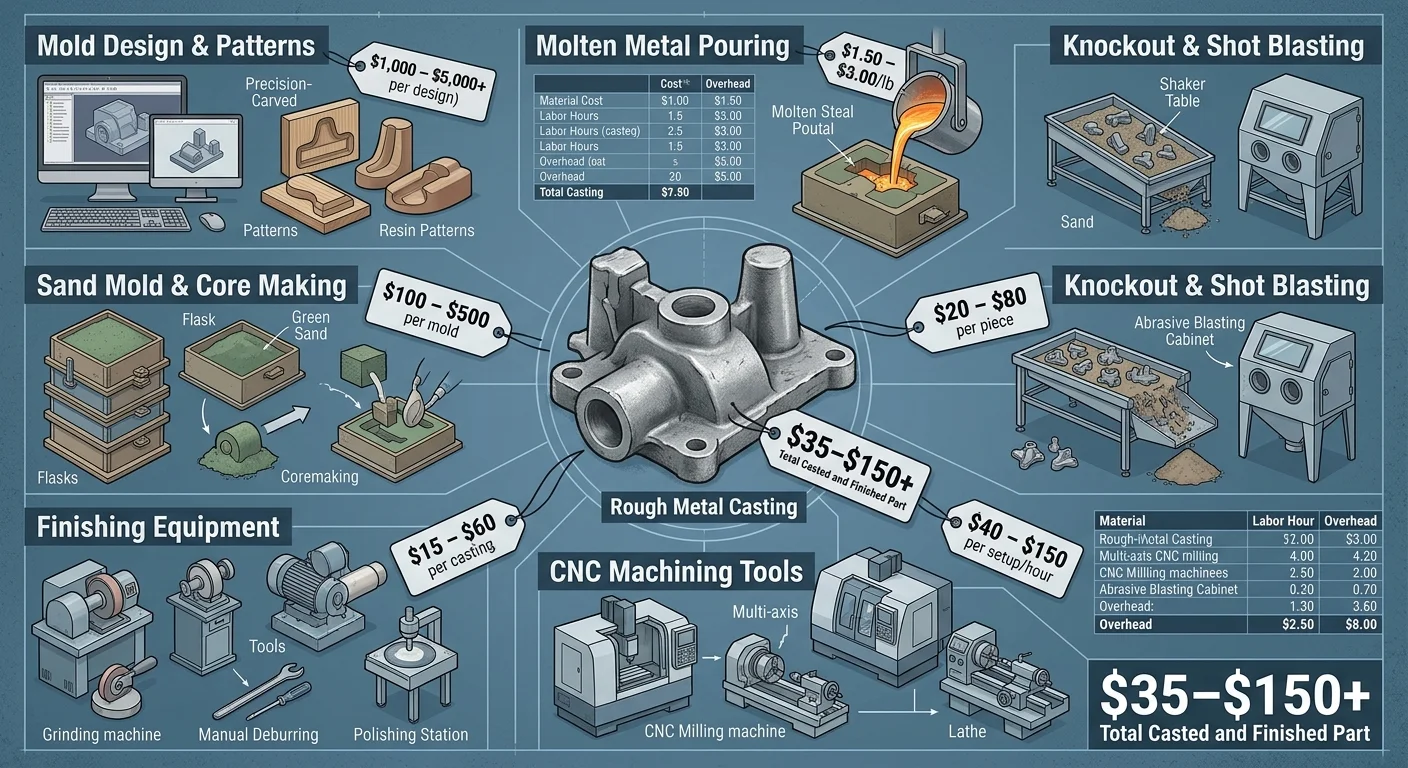
Most finished sand cast parts fall between $35 and $150+ per piece — but that number tells you nothing on its own.
Three factors drive the price most: complexity, metal choice, and volume. Here’s how the numbers break down in practice:
|
Complexity Level |
Typical Cost Range |
|---|---|
|
Low complexity, small runs |
$35–$60/part |
|
Medium complexity, mid-volume |
$36–$80/part |
|
High complexity, tight tolerances |
$100–$150+/part |
The raw casting is just one piece of the total cost. A typical part splits up like this:
-
Raw casting: $9–$22/part
-
Machining: $4–$22/part
-
Tooling (amortized): $3–$15/part on low volumes
-
Scrap losses (5–15% rate): adds $2–$10/part
Volume is where the math gets interesting. An aluminum part at low volume runs $35–$50 finished. Push past 2,000 units and that same part drops to $20–$30. Steel and iron cost more — expect $45–$70 at low volume, falling to $25–$40 at scale.
Here’s a real benchmark: automotive transmission housings run $36 per part in sand casting. Prototypes land near $35 finished. Machining alone on sand castings costs $18/part. Compare that to $4 for die casting. That gap is worth knowing before you pick your process.
Sand Casting Mold & Tooling Costs: What You’re Paying For
Tooling is where sand casting gets misunderstood — and where buyers get burned.
The pattern (the physical template your mold is built around) isn’t a one-time line item. It’s a recurring cost that follows every part you make. The material you choose for that pattern determines how long it survives, how well it performs, and what it costs you per pour.
Three pattern materials dominate the market:
-
Wood patterns — $500–$2,000. Cheap upfront, but lifespan tops out around 1,000–1,500 pours. Works for low-volume runs where you’re not pushing the pattern hard.
-
Urethane/resin patterns — $1,500–$7,500. More durable than wood. A $1,500 resin pattern can carry about 5,000 parts before it degrades.
-
Aluminum patterns — $4,500–$20,000+. CNC-machined for precision and repeatability. The right tool for medium-to-high volume work, but the upfront cost hits hard.
The Amortization Math That Changes Everything
This is where buyers make expensive mistakes. A $4,500 aluminum pattern rated for 1,500 pours sounds fine — until you need 5,000 parts.
Run the math: $4,500 × (5,000 ÷ 1,500) = $15,000 in total tooling spend across that run. Per-part tooling drops to $3/part at full lifespan. Go beyond that lifespan and the math breaks down fast.
A real automotive housing example: $4,500 pattern + $14 raw casting + $22 machining = $36/part at a 2,000-unit run. Longer runs eat through patterns. You’ll need replacements, and that cost starts closing the gap against die casting.
3D-Printed Sand Molds: A Real Alternative
3D-printed sand molds cut out the pattern completely. Pricing sits at $0.13 per cubic inch of bounding box, with a $450 minimum. No pattern machining. No retooling costs after a design change.
The tradeoff: per-unit costs stay higher at scale. For complex geometries, low volumes under 1,500 units, or iterative prototypes where traditional patterns would cost $10,000+ to remake — printing wins. Plain and simple.
The break-even logic: Sand casting tooling ($500–$7,500) makes sense under 1,500 units. Die casting molds ($15,000–$75,000) need past 2,000 units just to pay off — and real savings don’t show up until beyond 100,000 pours.
Material Costs in Sand Casting: Metal, Sand, and What Gets Wasted
Metal is the biggest line item in your material cost — and the number on the invoice is never what you actually pay.
Every sand casting operation burns through more raw metal than ends up in your finished part. Casting runners, riser sleeves, and sprues are the channels that feed molten metal into the mold cavity. They consume 20–40% of your raw material before a single part gets inspected. That loss isn’t optional. It’s physics.
Here’s what the metal itself costs per pound:
-
Aluminum: $1.50/lb
-
Cast Iron: $0.80/lb
-
Stainless Steel: $2.50/lb
-
Titanium: $6.00/lb
Those rates look manageable — until you account for yield loss. A 10 lb aluminum part doesn’t cost you $15. With 30% waste built in, you’re pulling 14.3 lb of raw stock at $1.50. That’s $21.45. Add a 10% scrap rate on top. Porosity, shrinkage, and inclusions that don’t show up until after machining push your real metal spend to $23.60 — for a part that weighs 10 lb finished.
|
Alloy |
Net 10 lb Cost |
Real Cost (30% Yield Loss) |
|---|---|---|
|
Aluminum |
$15.00 |
$21.45 |
|
Cast Iron |
$8.00 |
$11.40 |
|
Stainless Steel |
$25.00 |
$35.70 |
|
Titanium |
$60.00 |
$85.70 |
Thicker walls make the problem worse. Sand casting needs 4–6mm wall thickness. Die casting runs at 2.5–3mm. On a 2 lb aluminum part, that extra material adds $1.50–$3.00 per piece before anything else touches the budget.
Sand, binders, and additives almost never show up as a separate line in supplier quotes. Budget them at 5–10% of total material cost. Each one seems small on its own, but across long production runs, they add up fast.
Labor Costs Breakdown: Mold Prep, Pouring, Fettling & Inspection

Labor is the cost suppliers quote last and explain least.
In sand casting, labor isn’t a single line item. It breaks into four separate stages — mold prep, pouring, fettling, and inspection. Each stage has its own wage structure, skill requirement, and time cost. Together, these four stages make up 20–30% of your total part cost. On a $36 finished part, that’s $7–$11 sitting in human hands before the part ever reaches your dock.
Where the Hours Go
Mold prep is the first labor sink. A pattern setter conditions the sand, packs the mold cavity, sets cores, and verifies draft angles — all before metal moves. Get this wrong and you won’t catch it until fettling. Fixing it there costs double.
Pouring is fast but unforgiving. The pour window for most alloys is measured in seconds. Skilled pourers earn higher wages for a clear reason — bad pours don’t show up until the mold cracks open. By then, the damage is done.
Fettling — cutting gates, grinding risers, removing flash — is where unskilled labor turns good parts into scrap. A part that sailed through mold prep can be ruined here. That’s why most foundries put experienced hands on this stage, not new hires.
Inspection closes the loop. This covers non-destructive testing, dimensional checks, and surface review. None of it is optional. Your 5–15% scrap rate either gets caught here — or it ships to your floor.
What Skilled Labor Costs
Take a mid-size foundry with 45 production staff. Base payroll runs $30,750/month. Add 25% for taxes and benefits, and that number jumps to $38,400/month before a single part ships.
At higher volumes, the labor cost per part drops:
|
Production Volume |
Estimated Labor Cost/Part |
|---|---|
|
Low (100 parts) |
~$2.50 |
|
Mid (5,000 parts) |
~$1.50 |
|
High (100,000 parts) |
~$1.00 |
The savings are real — but you need the volume to back it up.
Machining & Finishing Costs: The Hidden Budget Killer
Sand castings come out rough. That’s not an opinion — it’s physics. Surface roughness runs Ra 250–500 µin as-cast, and closing that gap costs real money.
Here’s the number that should stop you cold: machining a sand casting runs $18–$22 per part. Die castings? $4–$5. That $14–$17 spread per piece isn’t random. It’s built into the process. A rough sand casting surface needs multiple passes — turning, milling, drilling, and grinding — before the part is usable.
Here’s what those operations cost per hour:
|
Operation |
Tolerance |
Rate ($/hr) |
|---|---|---|
|
Turning |
±0.05mm |
$15–$25 |
|
Milling |
±0.01mm |
$25–$35 |
|
Drilling |
Standard |
$20–$30 |
|
Grinding |
±0.005″ |
$35–$45 |
Tighten your tolerances to ±0.005″ and costs jump 2–3.5x. You’re looking at slower feeds, extra passes, and faster tool wear. A 12-minute CNC run at $60/hr plus 4 minutes of deburring at $40/hr adds up to $14.67 in machining alone. That’s before material enters the calculation.
Finishing Tiers: Where Cost Multipliers Hide
Not every part needs full CNC polish. Match your finish spec to what the part actually needs — that’s where smart buyers recover margin:
|
Finish Level |
Operations |
Cost Multiplier |
Ra Achieved |
|---|---|---|---|
|
As-cast |
None |
1x |
250–500 µin |
|
Shot blast |
Blast only |
1.2x |
125–250 µin |
|
Primer coat |
Blast + coat |
1.5x |
100 µin |
|
Full CNC |
Machining + polish |
2–3x |
Ra 0.8–3.2 |
Specify Ra 3.2 instead of Ra 0.8 and you save 10–20% on finishing alone. Standardize a hole from 12.3mm to 12mm and machining time drops by 40%. These aren’t theoretical savings. They’re DFM decisions foundries can execute right away.
Setup costs eat 20–40% of your total low-volume machining bill — silently, every run. Modular fixturing cuts that by 30–50%. At scale, per-unit machining costs drop 40–70% from prototype to medium batch. But you get those savings only if the design accounts for it from day one.
How Production Volume Changes Your Per-Part Cost (Break-Even Analysis)
Volume is the lever that moves everything else.
The per-part cost formula is straightforward: (Fixed Costs ÷ Volume) + Variable Cost per Unit. The implications, though, are not. Spread $72,000 in fixed tooling across 500 parts — you’re paying $144/part in tooling alone. That’s before metal, labor, or machining costs a cent. Run that same tooling across 5,000 parts and the number drops to $14.40.
Here’s what that looks like across the curve:
|
Volume |
Fixed Tooling Amortized |
Variable Cost |
Total Per-Part Cost |
|---|---|---|---|
|
500 |
$144/part |
$10 |
$154/part |
|
2,000 |
$36/part |
$10 |
$46/part |
|
5,000 |
$14.40/part |
$10 |
$24.40/part |
That $36 automotive benchmark from earlier? That’s a 2,000-unit run doing this math.
Where Sand Casting Stops Making Sense
Sand casting and die casting don’t compete across the board. They trade places at 1,273–2,000 parts.
Below that threshold, sand casting wins. Its fixed tooling runs $5,000–$10,000, against die casting’s $50,000+. Above it, die casting’s lower variable cost ($2–$5/part versus $10–$20) starts stacking up in die casting’s favor.
The practical rule: Sand casting is the cost-smart choice under 500 units. This holds true for large parts over 10kg, or jobs where ±0.5–1mm tolerances are acceptable.
One more thing buyers miss on long runs — pattern replacement. A pattern rated for 1,500 pours won’t survive a 5,000-part run. Two to three replacements at ~$5,000 each push your real tooling spend to $15,000 total. That shifts the break-even math in a real way.
Real-World Cost Examples: Worked Scenarios by Part Type
Three parts. Three different cost stories. Here’s what the numbers look like when theory hits the shop floor.
Scenario 1: Transmission Housing at Low Volume
This is the $36 benchmark you’ll see referenced across the industry. Every dollar has a source — here’s the breakdown.
-
Raw material: $12–$14/part
-
Machining: $22/part
-
Prep and finishing: $5/part
-
Total: ~$36/part at a 2,000-unit run
Machining eats 61% of the final cost. That’s sand casting on tight-tolerance structural parts in plain terms. The casting is cheap. The cleanup is not.
Scenario 2: Decorative Part vs. Structural Component (Same Price, Different Reasons)
Both parts land at $26/part. The cost drivers are miles apart.
Small decorative aluminum trim (100 pcs):
– Raw: $3 | Polish/finish: $15 | Labor: $8
– Surface finishing drives 60% of total cost
Structural steel bracket (500 pcs):
– Raw: $8 | Machining: $12 | Heat treat: $6
– Structural tolerances add 40% over decorative prep
Same invoice. Totally different cost structure. Knowing which type you’re buying tells you where to push back on a quote — and what to push back on.
Scenario 3: Same Part, Three Foundries — 30–50% Price Spread
Send the same drawing to three foundries and watch the quotes split apart.
|
Foundry |
Raw |
Machining |
Prep |
Total/Part |
Why It Differs |
|---|---|---|---|---|---|
|
A (US) |
$13 |
$25 |
$6 |
$44 |
Manual labor (+40%) |
|
B (China) |
$10 |
$18 |
$4 |
$32 |
Automation, high MOQ |
|
C (Mexico) |
$12 |
$22 |
$5 |
$39 |
Logistics premium (+22%) |
The gap isn’t random. Automation level accounts for 20–30% of the difference. Labor costs tied to location add another 15–25%. MOQ scaling moves the final 10–15%.
Foundry B is cheapest — but you need a 2,000-unit minimum to get there. Foundry A ships at 500 units and charges $12 more for that flexibility. That’s a business decision. Not a casting one.
Factors That Raise (or Lower) Your Sand Casting Quote
Sand casting quotes aren’t arbitrary. Every number on that sheet traces back to a specific decision — yours or the foundry’s.
The factors that push costs up:
-
Sand cores and undercuts — Each core is a separate production step. Undercuts make it worse: more tooling complexity, higher scrap risk, more labor.
-
Tight tolerances — The tighter the spec, the higher the rejection rate. Foundries price that risk into the quote before you ask.
-
Premium alloys — Stainless steel and titanium don’t behave like aluminum or cast iron. The material cost is real. It also adds expense to every step that follows.
-
Low order quantities — Small runs mean tooling costs hit every part hard. Sub-1kg castings add extra handling and grinding time on top.
-
Rush lead times and high inspection standards — ASTM and MIL-SPEC requirements push rejection ratios up. Rush orders squeeze production schedules. Both cost more.
-
Sand process choice — Green sand is cheapest. Resin sand costs more. Pre-coated resin sand costs most.
The levers that pull costs down:
-
Design for castability — Optimize wall thickness, add draft angles, cut out cores you don’t need. These aren’t aesthetic decisions. They’re financial ones.
-
Volume — More parts spread fixed tooling costs across more units. That’s the whole game.
-
Simpler alloys — Better flow means fewer defects. Fewer defects mean lower finishing costs at the end.
-
Long-term contracts — Steady, predictable volume earns lower per-unit pricing. Spot buying does the opposite.
The Pre-Quote Checklist That Prevents Surprise Charges
Send a foundry an incomplete RFQ and the quote comes back padded with contingency. Every unknown becomes a buffer.
Before you submit anything, lock down:
-
Exact quantity plus annual forecast (e.g., 1,000 now, 5,000/year)
-
Alloy grade — base versus premium additions
-
Tolerances and surface finish — as-cast or tight
-
Core count, undercuts, and draft angles called out in the design
-
Process type — green sand or resin
-
Secondary operations — machining requirements and inspection standards
-
Lead time and MOQ — rush adds a premium; state it upfront
-
CAD file for complexity evaluation and metal volume calculation
-
Tooling terms — patterns, coatings, rated lifespan
A complete RFQ gives the foundry nothing to guess at. That’s the point where quotes get honest.
Sand Casting Cost vs. Other Casting Methods: Which One Makes Sense?

The comparison has a clear answer — you just need to look at the right numbers.
Sand casting wins on tooling cost. It loses on machining. Those two facts drive every decision.
|
Cost Factor |
Sand Casting |
Investment Casting |
Die Casting |
|---|---|---|---|
|
Tooling |
$500–$5,000 |
$6,000–$15,000 |
$15,000–$500,000 |
|
Per-Part (<500 units) |
$14–$36 |
Higher |
Higher |
|
Per-Part (>2,000 units) |
$35+ w/ machining |
Lower |
$9–$13 |
|
Surface Finish (Ra) |
250–500 µin |
63–125 µin |
Near net |
The break-even point with die casting sits at 1,273–2,000 units. Stay below that number, and sand casting’s $500–$5,000 tooling cost already beats die casting’s $38,000+ mold — before you ship a single part.
Sand casting is the right call when:
– Volume stays under 300–500 units
– Parts run large — pounds to tons
– Exotic alloys are in play
– Upfront budget is tight
Push past 2,000 units, and die casting pulls ahead on machining costs. You’re looking at $4–$5 per part versus $18–$22 for sand casting. That gap doesn’t shrink. It keeps growing.
Conclusion
Sand casting cost isn’t a single number. It’s a balance between volume, geometry, material, and finish. Get those variables right, and it stays one of the most cost-effective ways to go from design to functional metal part. Get them wrong, and the hidden costs of machining, rework, and low-volume tooling will drain your budget fast.
The takeaway is simple: know your break-even point before you quote, not after. Find out what’s driving your per-part cost — mold amortization, metal yield, labor intensity. That knowledge puts you in a stronger spot at the negotiating table, not guesswork.
Ready to move forward? Take your part geometry and target volume to at least three foundries. Ask for itemized quotes. Compare landed cost, not just unit price.
Sand casting rewards buyers who ask the right questions. Now you know what those questions are.