Filtration costs build up over time. Money drains out through inefficient materials, frequent replacements, and unnecessary downtime—and most operations don’t catch it until the damage is done.
Here’s the core issue: the filter material itself is the easiest variable to control. Yet it’s the one most teams overlook.
Fiberglass mesh filters can cut your filtration costs in half. This isn’t a small adjustment. It’s a real shift in how filtration performs—better temperature tolerance, lower flow resistance, and a longer service life.
This guide covers the real math behind that savings, the impact across different industries, and the exact specs you need to make the switch—with zero unnecessary production disruption.
Why Filtration Costs Are Bleeding Your Operation (And Where the Hidden Losses Hide)
Most operations track the price of filters. Almost none track the cost of keeping the wrong ones.
That’s where the real damage builds—shift after shift, day after day, across your entire facility.
Here’s what inefficient filtration actually costs you in practice:
-
A metalworking facility that loses just 2 hours per week to coolant filtration maintenance burns through 104 hours of downtime per year. At $10,000/hour in production value, that’s over $1 million in lost revenue—from a filter problem.
-
In food processing, poor solids removal means charred oil, product rejections, and disposal fees that pile up every single day. One facility running 1 million pounds of breaded chicken per day can’t absorb that kind of margin loss.
-
Clogged filters force pumps to work harder. Energy consumption spikes. In desalination, energy is already the single largest operating expense. Inefficient filter media drives that number even higher.
And it doesn’t stop there. Every time a filter clogs too soon, you’re paying for:
-
Replacement consumables + labor
-
Waste liquid and solid disposal fees
-
Environmental compliance exposure
-
Bacterial growth risks in food and pharma environments—with brand and legal consequences that far exceed the filter cost itself
Look at lubricant filtration alone. The hidden costs include inventory management, scheduling disruption, used filter disposal, waste oil handling, and top-off oil purchases. None of that appears on the filter invoice.
The losses aren’t dramatic. They’re invisible—right up until they aren’t.
The Real Math: How Fiberglass Mesh Filters Cut Total Cost by 50%+
Put actual numbers on the table. “Cost savings” without math is just marketing noise.
Here’s how fiberglass mesh filters stack up against traditional options:
|
Dimension |
Fiberglass Mesh |
Traditional Wire Mesh |
Ceramic Filters |
|---|---|---|---|
|
Filtration Efficiency |
>85% oxide/inclusion removal |
<60%, large particles only |
High, but expensive |
|
Cost Per Unit |
50%+ cheaper than ceramic |
Cheap upfront, expensive long-term |
~$2/unit |
|
Molds Per Unit |
3–5 molds |
1–2 molds |
1 mold |
|
Real Cost Per Mold |
$0.25 |
$0.33 |
$2.00 |
That bottom row tells the real story.
Ceramic filters cost $2 per mold. Fiberglass costs $0.25. That’s an 87.5% drop in per-mold filtration cost. Not from cutting quality—from running 3–5 cycles per unit instead of one.
Wire mesh looks cheaper at first glance. Run the same calculation and it’s $0.33 per mold. That’s still 24% more expensive than fiberglass over time.
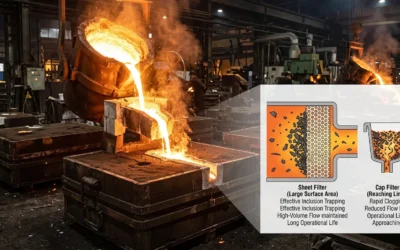
Durability is what drives this math. Fiberglass mesh handles molten aluminum at 660℃+ and cast iron at 1200℃+. No distortion. No melting. No early failure. That’s 3x the lifespan of standard filter cotton. Zero production shutdowns between replacements.
Roll-format media runs 5–8 molds before you swap it out. No line stoppages. No emergency restocking.
The cost advantage builds across every production run. It’s not a one-time gain. It’s a permanent change in how your filtration economics work.
Filtration Efficiency That Impacts Product Quality and Scrap Rate
Scrap rate doesn’t lie. Every percentage point above your target is real material, real labor, and real money — gone.
Most operations miss this: filtration efficiency is one of the strongest levers you have to bring that number down.
The formula is simple — Scrap Rate = (Scrapped Material ÷ Total Material Used) × 100%.
Poor filter media lets contaminants through. That numerator climbs. Particles, moisture, and debris push product specs out of range. Batches get rejected. Disposal costs pile on.
Clean fluid drives clean output. Filtered lubricating oils, hydraulic fluids, and cooling water reduce friction. Pressure spikes settle. Yield goes up. That’s not theory — it’s the mechanical link between filtration quality and production output.
The double-filtration data makes this concrete:
|
Filtration Setup |
Ash Content (Inorganic) |
Processability (MFR) |
|---|---|---|
|
Single filter |
Up to 2.7% |
Lower — higher viscosity |
|
Double filter (e.g., 90/110 µm + 100 µm) |
Sharply reduced |
Highest — optimal flow |
A second filtration stage cuts contamination by 20–30% relative — and that drop ties straight to lower scrap rates in high-specification production runs.
Mesh size plays a role too. Filters in the 90–110 µm range hit the highest melt flow rates. That reduces decomposition risk and keeps product quality inside spec.
The industry benchmark is clear: optimized filtration targets below 5–10% scrap. Fiberglass mesh gets you there — not by accident, but by design.
High-Temperature Performance: Why Fiberglass Holds Up Where Others Fail
Temperature is where filters earn their keep — or fail without warning and cost you everything.
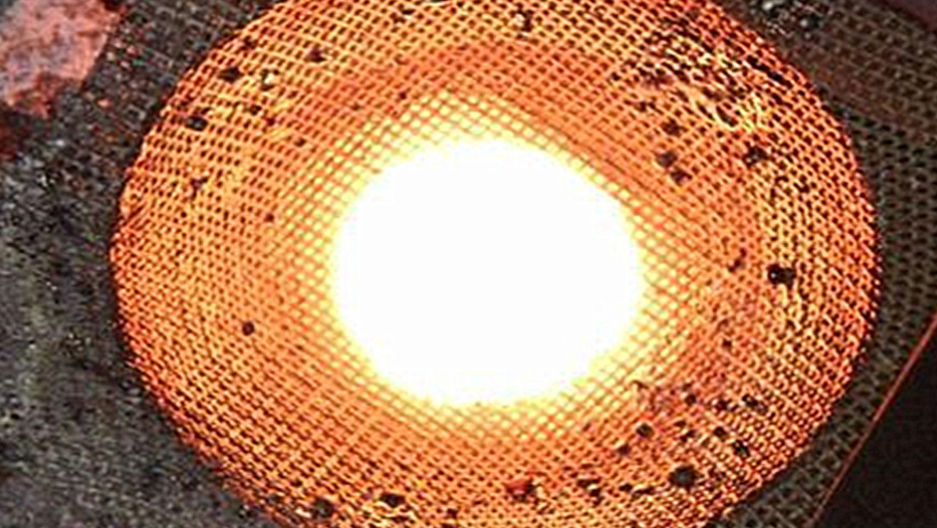
Most filter media looks fine at room temperature. The real test hits at 660°C for molten aluminum, and 1200°C+ for cast iron. At those extremes, standard materials warp, degrade, or collapse. Fiberglass mesh holds its shape.
Here’s what happens at high temperatures:
-
Fiberglass is non-combustible. It won’t ignite. It won’t feed a fire. You can run it near furnaces or high-heat processing equipment without worry — that’s standard operating procedure.
-
It handles molten aluminum pours without distortion. No structural failure mid-cycle. No contamination from a broken-down filter entering your melt.
-
At cast iron temperatures — well above 1000°C — fiberglass mesh keeps its filtration geometry intact. The filter that went in is still the filter doing the work at the end of the cycle.
This matters more than it sounds. A filter that degrades mid-production doesn’t just fail — it pushes contamination into your melt at the worst possible moment. That’s scrap. That’s downtime. That’s the kind of loss that never shows up on a single invoice, but chips away at your margins every quarter.
The 3–5 molds-per-unit lifespan isn’t luck. Fiberglass is built for the environment it runs in. It holds its structure at full operating temperature, so you get consistent filtration from the first pour to the last.
That’s the difference between a filter that survives high heat and one that’s built for it.
Energy, Flow, and Pressure: The Cost Savings Nobody Talks About
Most filtration conversations stop at filter cost and replacement frequency. That’s a mistake — because the energy bill running in the background is eating both alive.
Here’s the number that matters: 80% of manufacturers run compressed air systems at higher PSI than they need. Most plants operate between 110–125 PSI. The equipment doesn’t require it. That excess pressure isn’t protecting your process — it’s burning money every single shift.
The math is straightforward:
-
Every 2 PSI reduction saves about 1% in energy costs
-
Drop system pressure by 15–20 PSI and you’re looking at 7–10% annual energy savings
-
A single discharge pressure reduction of 50 PSI cuts energy consumption by 35%
Low-resistance fiberglass mesh filters cut pressure drop across your system. Less resistance means your pumps and compressors work less hard. That puts less load on your motors — and lowers power consumption without touching your output.
Real-world numbers prove this out:
One facility fixed a dead-head piping issue. They reduced just 10 PSI loss and saved $12,000 per year on a 300 hp system. Another plant upgraded quick disconnects. Pressure loss dropped from 22 PSI to 8 PSI. That saved $1,400 per year per set — with an implementation cost of just $3.36 per set.
A compressed air load reduction project saved 41,986 kWh per year and $2,985 per year — on a $500 implementation cost with a 0.2-year payback period.
That’s not a small gain. That’s major ROI sitting inside your filtration infrastructure — waiting to be claimed.
The full-system opportunity is real: optimized pressure management plus upgraded Filter media can cut compressed air energy costs by 20–35%. In existing systems with multiple inefficiencies stacked up, that number can reach 60%.
The filter you’re using right now is either helping or hurting that figure. Fiberglass mesh, with its lower flow resistance, helps.
Industry-Specific Cost Impact: Foundries, Pharma, and High-Solids Applications
The industries where filtration matters most are the same ones where getting it wrong costs the most.
Three sectors prove this point better than any other: foundries, pharmaceutical manufacturing, and high-solids processing. Each one has its own cost structure — and fiberglass mesh filters work across all three.
Foundries: Margins Under Pressure at Scale
The U.S. metalcasting industry generates $44.6 billion in direct revenue and supports 500,000 jobs across its supply chain. The global foundry market sits at $146.8 billion in 2024 — projected to reach $238.3 billion by 2032.
Here’s the problem inside that growth: 80% of U.S. foundries are small businesses with fewer than 100 employees. They don’t have the cash buffer to absorb poor filtration costs. Every pour counts. Every filter cycle counts.
Specialty foundries carry even more pressure — an $11.65 billion market growing at 12.8% CAGR through 2035. That growth brings volume. More volume means every filtration problem gets bigger, faster. At 3–5 molds per fiberglass unit versus 1–2 for wire mesh, the savings add up fast across a full production run.
Pharma and High-Solids: Where Complexity Drives Cost Up 20–30%
Pharmaceutical manufacturing faces a different kind of pressure. Tariffs, rising R&D costs, and shrinking margins have pushed cost-efficient manufacturing to the top of the industry’s priority list.
The numbers are steep. High-potency oral solid dosage (HP-OSD) contract manufacturing — driven by oncology and chronic disease demand — is growing from $6.59 billion in 2025 to $15.32 billion by 2035. Niche drug manufacturing already runs 20–30% higher in production costs than standard formulations.
Poor filtration in high-solids environments makes that problem worse. Contamination slips through. Batches fail spec. Disposal costs pile on top of rework. Biopharma storage alone adds 10–15% to total production costs — and that number goes higher when filtration failures cause temperature excursions or compliance holds.
fiberglass Mesh filters cut that exposure. Lower flow resistance keeps process streams clean. Your pumps don’t need to overwork to compensate. Consistent filtration geometry cuts batch failures. Fewer batch failures mean fewer write-offs — and that’s where the real savings show up on a pharmaceutical P&L.
How to Implement the Switch Without Disrupting Production
Switching filter media doesn’t have to mean stopping the line. Fiberglass mesh filters are one of the easiest upgrades to adopt — as long as you run the transition in the right order.
Here’s the approach that works:
Start parallel, not cold-swap. Don’t pull your existing filters mid-cycle. Instead, bring fiberglass mesh units onto a single line or press first. Run them alongside your current setup. Track cycle count, pressure drop, and scrap rate over 5–10 production runs. Let the data build your case inside the team.
Match your mesh spec to your current filtration stage:
-
High-solids or molten metal applications → start with the 90–110 µm range
-
Lubricant or coolant systems → check your current PSI drop first; low-resistance fiberglass should bring it down fast
-
Double-filtration setups → layer a 90/110 µm stage upstream before your existing 100 µm filter
Timing matters. Schedule your full media switchover at a planned maintenance window — not during peak production. Fiberglass roll-format media runs 5–8 molds before a swap. That means your first restock cycle runs longer than you expect. Factor that into your inventory schedule before you start.
The biggest risk isn’t the filter — it’s the assumption. Some teams go in expecting a 1:1 swap without checking mesh size compatibility or temperature ratings. That’s where the real disruption comes from. Check your specs before the switch. Not after.
One line. Real data. Then scale.
Selecting the Right Fiberglass Mesh Filter: Specs That Determine Your Savings
The wrong spec doesn’t just underperform — it wipes out every cost advantage fiberglass mesh is supposed to deliver. Silently. Over time.
Two variables drive most of that damage: temperature rating and pore density. Get both right, and the savings math holds up. Get either one wrong, and you’re back to frequent replacements, higher scrap, and a filter that can’t survive its own operating environment.
Start with temperature. It’s non-negotiable.
-
Standard Silica Glass Fiber Mesh handles 700–900°C. That’s your range for aluminum and aluminum alloy casting. It holds its shape, resists sag, and delivers consistent filtration across the full pour cycle.
-
High-Silica Mesh is built for 1,400–1,600°C. Use this for cast steel and iron. Standard mesh fails mid-pour at those temperatures — and a failed filter contaminates your melt.
Mismatching these two doesn’t just reduce efficiency. It means total filtration failure at the exact moment you need it most.
Then nail your pore density and mesh spec.
Nominal-rated mesh captures around 80% of particles above its rating. Absolute-rated mesh captures 99.9%. High-specification alloys with tight inclusion tolerances need absolute rating. There’s no middle ground there.
Coatings matter here too. Carbon or resin-based coatings do three things at once: they stop fiber migration into your melt, improve surface finish on cast parts, and cut gas evolution that drives scrap. That’s not a feature — it’s a direct scrap-rate lever.
Quick-reference selection checklist:
|
Spec |
What to Check |
|---|---|
|
Alloy temperature |
700–900°C → Standard Silica / 1,400–1,600°C → High-Silica |
|
Retention rating |
Nominal (80%) vs. Absolute (99.9%) — match to your inclusion tolerance |
|
Coating type |
Carbon/resin for zero fiber migration and cleaner surface finish |
|
Frame material |
Stainless steel or aluminum alloy for lightweight, high air permeability in ULPA setups |
|
Chemical resistance |
Confirm alkali, heat, and moisture resistance match your operating environment |
One more thing most teams skip: verify zero fiber migration before full deployment. A filter that sheds into your melt doesn’t save money. It creates a post-machining cost that stays invisible — right up until you’re already paying it.
Match the spec to the environment. The savings take care of themselves.
The Cost Comparison Table: Fiberglass vs. Wire Mesh vs. Ceramic vs. Polypropylene
Four materials. One winner — once you run the full numbers.
|
Material |
Upfront Cost |
Long-Term Cost Driver |
Real Advantage |
|---|---|---|---|
|
Fiberglass Mesh |
$0.42–$0.50/m² |
Minimal — high cycle count |
3–5x reuse, low flow resistance |
|
Wire Mesh |
$0.51/sf (in-place) |
Pump rental, labor, supports |
None at scale |
|
Ceramic |
~$2.00/unit |
Single-use replacement cycle |
High precision only |
|
Polypropylene Fiber |
$0.99–$2.50/kg |
Variable — application-dependent |
Easy mixing, mid-range cost |
Wire mesh looks cheap on paper. Add the hidden costs, though, and the picture changes fast. You’re looking at $750/day for concrete pump rental, plus permanent support infrastructure, plus placement labor. That pushes total in-place cost to $0.51/sf. Microsynthetic fiber runs $0.13/sf — a 74% reduction. No pump needed at all.
Ceramic does the job well. But each unit costs ~$2.00, and you replace it every single run. That precision adds up fast.
Polypropylene lands in the middle. Cheaper raw material. No placement overhead. Still, it falls short of fiberglass on temperature tolerance and reuse lifespan.
Fiberglass mesh at $0.42–$0.50/m² wholesale isn’t just the cheapest line item. It’s the cheapest total cost.
Common Pitfalls That Wipe Out Your Cost Savings
Switching to fiberglass mesh filters creates real savings — but you can erase those gains on the back end without realizing it.
Most operations make the upgrade, see the numbers improve, and then undo every gain through decisions unrelated to the filter itself. Here’s what kills the savings:
Chasing the wrong cost line. Teams cut filter spend, then leave energy waste and pump inefficiency sitting there untouched. The filter savings are real. Your compressed air system may still be running 20 PSI above what it needs. That alone leaves a 10% annual energy reduction on the table. That’s not a filter problem — it’s a systems problem you’re not addressing.
Replacing too early out of habit. Your team swaps filters on a fixed schedule instead of using actual performance data. The result? You throw away 30–40% of each unit’s usable life. Fiberglass mesh runs 3–5 molds per unit. Let it run.
Cutting filtration stages to reduce upfront cost. Dropping a secondary filtration stage to save a few cents per cycle seems reasonable. The data says otherwise. Double filtration cuts contamination by 20–30% — and that reduction hits your scrap rate. Remove the second stage and you pay for it in rejected batches, not in filter invoices.
Ignoring mesh spec compatibility. A wrong temperature rating doesn’t cause a slow performance decline. It causes mid-cycle failure. Standard Silica mesh in a cast iron application fails above 900°C. The melt gets contaminated. There’s no recovering from that.
The savings are real. The pitfalls are avoidable — start looking for them now.
Conclusion
The math doesn’t lie. Fiberglass mesh filters deliver real, measurable cost reductions — lower scrap rates, longer service intervals, better flow efficiency. Operations that ignore this are paying a premium they don’t need to pay.
Here’s what you’ve learned: filtration costs aren’t fixed. They’re a choice. Pick the wrong filter media, and you fund inefficiency, downtime, and quality failures every single shift. Pick fiberglass, and you cut total filtration costs by 50% or more. No production disruptions. No line shutdowns. Just a leaner cost structure.
Now comes the part most articles skip — actually doing something about it.
Start here:
-
Pull your last three months of filtration spend
-
Run the comparison numbers from this guide
-
Request samples from a qualified fiberglass mesh supplier
-
Test one application
One test. Real data. Your operation.
That’s how fiberglass mesh filters halve your filtration costs — not in theory, but on your balance sheet.