Scrap rates don’t lie. A filter mesh that’s even a little off from your casting process causes real damage — inclusions, porosity, weakened structural integrity. Most selection decisions still come down to guesswork or habit. This casting filter mesh selection guide tackles the one tension that drives every filtration decision: mesh size vs. filtration precision.
Get that balance wrong and you’re either choking your flow rate or letting contaminants slip through. Get it right, and your yield numbers show it. What follows breaks down every variable that matters — from weave geometry and material compatibility to the step-by-step spec process most foundries skip.
What Is Mesh Size and How Is It Measured in Casting Filtration?
Mesh size looks simple to define — and that simplicity is right where specification errors start.
In casting filtration, mesh size refers to the number of openings per linear inch (25.4 mm) of filter screen. A 10-mesh filter has 10 holes across one inch. A 100-mesh filter has 100. The math is simple. The consequences are not.

As mesh count goes up, the aperture gets smaller. Smaller apertures catch finer particles. But they also push up flow resistance — and cost. That relationship moves in one direction only:
Mesh Size ↑ → Aperture ↓ → Filtration Precision ↑ → Flow Resistance ↑ → Cost ↑
Here’s how that plays out across the standard range:
|
Mesh Size |
Avg. Aperture (mm) |
Filtration Level |
Relative Cost |
|---|---|---|---|
|
10 Mesh |
1.8 – 2.2 |
Coarse |
Low |
|
20 Mesh |
0.8 – 1.0 |
Medium-Fine |
Medium |
|
40 Mesh |
0.4 – 0.45 |
Precision |
High |
|
60 Mesh |
0.2 – 0.3 |
Ultra-Precision |
Very High |
The Mesh vs. Micron Mix-Up That Costs Foundries Real Money
Most buyers miss this: mesh and microns are not the same unit. They measure different things entirely.
-
Mesh system counts openings per linear inch
-
Micron rating measures the largest particle size that can pass through the screen
A 50-mesh screen is five times coarser than a 50-micron filter. Mixing up the two during cross-border sourcing is one of the most common — and expensive — spec errors buyers make. You order what you think is a fine filter. You get something much coarser. The scrap costs follow.
For quick reference: a 20-mesh filter opens at 841 μm. It handles large sand clumps with strong flow. A 200-mesh filter narrows to 74 μm, which puts it close to precision-grade filtration territory. The U.S. Sieve system goes down to 325 mesh. Graded products often use ranges — a “30/70” grade, for example, lets through particles smaller than 30 mesh but larger than 70 mesh.
Check which unit your supplier is quoting before you place an order. The wrong answer affects every step after that.
Mesh Size vs. Filtration Precision: The Core Trade-Off You Must Understand
Two variables sit at the center of every casting filtration decision. Push one up, and the other pushes back. That’s not a design flaw — it’s physics. Ignoring it is where most specification errors start.
Higher mesh count means finer filtration. Smaller openings catch smaller particles. But those same smaller openings restrict flow, build backpressure, and slow your processing speed. Lower mesh count does the opposite — flow runs open, but larger particles pass right through with it.
This is the trade-off. It doesn’t bend for budget pressure or supplier promises.
Where the Balance Breaks Down
The 100-micron mark — equal to about 100-mesh — is widely used as the starting point for a solid balance between precision and flow. Go finer than that, and clogging speeds up. Backpressure builds. Equipment works harder. Go coarser, and you’re giving up filtration quality to gain throughput.
Neither extreme is flat-out wrong. Consider these two cases:
-
High-flow gravity casting often works fine with coarser mesh — somewhere in the 50–100 mesh range. The process needs clear, unblocked pour rates to function.
-
Pressure-fed systems can handle finer filtration. The process itself pushes metal through the restriction, so tighter mesh isn’t a problem.
The real mistake? Thinking mesh count alone tells you everything.
The Wire Diameter Variable Most Buyers Miss
Same mesh count. Thicker wire. Smaller actual openings.
This is one of the least-talked-about variables in casting filter selection. It causes real spec drift. A thicker wire across the same mesh count shrinks the open area — sometimes by a noticeable amount. Filtration gets tighter. Flow resistance goes up. You can order the same mesh spec from two different suppliers and end up with filters that perform in clearly different ways.
Mesh count alone isn’t enough. Wire diameter changes the pore shape, the open area percentage, and the pressure drop across the filter. All three affect your results.
One more reference point worth keeping in mind: a human hair is about 100 μm in diameter. That’s your real-world anchor for understanding where fine mesh filtration actually operates. Anything at that scale — or finer — needs precise wire diameter specs listed right alongside the mesh count.
5 Critical Selection Factors for Casting Filter Mesh
Five variables decide whether your filter mesh works or fails. Not four, not six. Skip any one of them and you risk clogged systems, non-fills, and defect rework that blows your budget.
Here’s what drives the decision.
1. Target Retention Particle Size
Start here. Everything else follows from this.
Your filter mesh must match the particle size you need to capture. It needs to trap inclusions below your critical defect threshold. Work backwards from your casting quality standard. Your acceptable slag inclusion limit is 200 μm? Your mesh opening must sit below that. Full stop.
Finer openings catch smaller particles. That’s the upside. The downside: clogging risk rises with every step toward precision filtration. So for varying contaminant sizes, a multi-layer setup handles the range better than any single mesh count.
2. System Pressure Drop Tolerance
Flow rate and filtration quality are always in tension. Too little flow gives you non-fills. Too much open area lets contaminants pass straight through.
Process type matters here:
-
Low-pressure casting runs a tight tolerance on pressure drop.
-
Centrifugal casting handles higher thresholds — it generates enough force to push metal through finer restrictions.
-
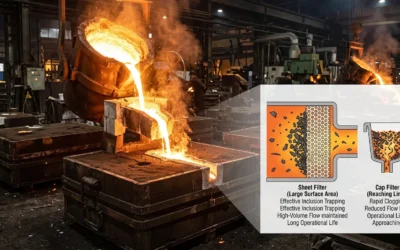
Filter placement adds another layer: closer to the mold improves purity but raises backpressure. Cup-style filters placed further back allow higher flow with less restriction.
One more variable most specs overlook: fluid viscosity. Higher-viscosity melts need larger openings to keep pressure drop in a workable range.
3. Material Compatibility
Not every mesh survives every melt. Chemistry and temperature resistance are non-negotiable.
|
Alloy Type |
Recommended Mesh Material |
Key Property |
|---|---|---|
|
Aluminum |
Fiberglass |
Inert, withstands >700°C |
|
High-temp alloys |
Magnesium-stabilized zirconia |
Extreme thermal shock resistance |
|
Moderate-high temp |
Zirconia-mullite / Pure alumina |
Cost-effective thermal stability |
|
High temp / intermediate shock |
Mullite |
Long-term durability |
Need a metallic option? Stainless steel 430 (11% Cr, 1% Mn) gives you structural durability and is magnetic — which makes handling easier. Check erosion resistance against your specific molten alloy before committing. Aluminum, iron, and copper melts each attack mesh materials in their own way.
4. Cleaning and Maintenance Frequency
Finer mesh clogs faster. That’s not a defect — it’s the mesh doing its job.
Map your clogging cycle against your actual production rate. A filter needing replacement every two hours in a high-volume foundry carries real cost that the per-unit mesh price doesn’t show. Multi-layer setups last longer when contaminant profiles are unpredictable. Single-layer mesh suits low-abrasive, consistent-quality melts.
The cost question goes beyond filter price. It’s filter replacement downtime versus defect rework cost. In most operations, tighter mesh with more frequent maintenance still wins once rework hours get added up. Run those numbers for your specific output volume before making a call.
5. Application-Specific Fit
Casting size, alloy temperature, mold geometry, and flow goals don’t all point to the same filter. The right mesh for an aerospace turbine component is not the right mesh for an automotive bracket — even with the same alloy, even at similar temperatures.
Match your filter type to the application:
-
High-flow applications — You need clear pour rates and minimal splash. Cup-style filters handle gravity pouring well here.
-
Complex mold geometries — Laminar flow is the priority. Use tighter mesh, placed close to the fill point.
-
Purity-critical work — Near-mold placement is the better choice.
Before ordering, lock down all three dimensions: wire diameter, opening size, and mesh count. Leave any one of those vague and you open the door to a spec mismatch. Those mismatches show up as scrap — not paperwork errors.

Mesh Weave Types and Their Direct Impact on Filtration Performance
Mesh count and wire diameter get most of the attention. Weave geometry gets almost none — and that’s where filtration performance breaks down.
Wire interlace structure determines pore shape, flow resistance, dirt-holding capacity, and how well a filter cleans between cycles. Four weave types dominate casting filtration. Each one solves a different problem.
Plain Weave: The Reliable All-Rounder
Plain weave is the straightforward option. Warp and weft wires share the same diameter. They interlace at equal intervals across the mesh surface.
You get predictable performance across a wide pore size range:
-
Porosity: 41–62%
-
Pressure drop coefficient: 90–121
-
Thickness: 0.09–0.23 mm
-
Tensile strength (warp/weft): 155–350 N/cm and 195–395 N/cm
Flow resistance stays low. Pressure loss during filtration stays manageable. Foundries running varied contaminant profiles without extreme precision requirements will find plain weave handles the workload well.
Dutch Weave: High Precision, Higher Maintenance Cost
Dutch weave does something plain weave can’t. Thicker warp wires combine with finer weft wires. This compresses pore openings down to 13–55 micrometers — precision territory.
The structural trade-off is real, though. The narrowest pore cross-section sits inside the mesh, not on its surface. Particles that load into those interior pores are hard to remove. After cleaning, pressure loss stays higher than more modern alternatives. Power consumption rises with it.
For liquid filtration and ultra-fine applications, Dutch weave still performs. Go in knowing the maintenance cost — cleaning doesn’t reset it to baseline.
Slot-Pore Weave: The Smarter Design for Sub-15 Micron Work
Below 15 micrometers, conventional weaves hit a hard limit. Slot-pore weave was built to push past it — down to 5 micrometers, which was outside practical reach before.
The geometry difference is significant. Slot-shaped pores sit on the exterior surface of the fabric, positioned between two weft wires. A single particle can’t block the narrowest point. The slot shape prevents it. That one design change delivers real operational advantages:
-
Pressure loss during loading rises at a moderate rate, versus the steep climb seen with Dutch twilled weaves
-
Dirt-holding capacity is larger — particles deposit around the slot without cutting off flow
-
Energy consumption in cake filtration processes drops by a clear margin
-
Filter element lifespan extends, cutting replacement frequency and downtime
-
Recyclable particle recovery improves because pores are accessible from the exterior
For purity-critical casting work below 15 microns, slot-pore weave is the specification upgrade most foundries haven’t made yet.
3D Profile Weave: Flow Rate at Fine Pore Sizes
3D profile weave solves one specific problem: maximizing flow without giving up fine filtration.
Its three-dimensional structure doubles flow rate versus conventional weaves at the same pore size. The numbers:
-
Pore size range: 5–40 micrometers
-
Pressure drop coefficient: 140–9,020
-
Porosity: 34–64%
-
Tensile strength (weft): 485–780 N/cm — higher than plain or Dutch weave
-
Weight: 0.95–1.50 kg/m², with thickness running 0.18–0.52 mm
Here’s what that means in practice: you can cut total filter area and installation footprint while keeping your target flow rate. Space is tight in many operations. Pressure drop is also a constraint. 3D profile weave breaks the usual trade-off between precision and throughput.
Weave type is not a secondary specification. It determines whether your mesh count delivers the filtration performance you calculated — or just gets close.
Mesh Material Selection: Matching Metal Properties to Casting Conditions
Material choice is where the chemistry gets personal. Every molten alloy attacks the mesh in its own way — and the wrong material doesn’t fail gradually. It contaminates your melt, collapses your cycle count, and inflates your scrap rate before anyone spots the problem.
Four materials dominate practical metal filtration. Each one earns its place under specific conditions.
Stainless Steel: The Starting Point for Most Operations
304 SS handles aluminum casting up to 870°C in air. In actual molten aluminum, alumina formation limits service life to 10–50 casts per mesh. That’s not a flaw — it’s a chemistry constraint.
Move to 316 SS (the molybdenum-enhanced grade) and you push that to 20–100 casts. You also get stronger chloride resistance. In reactive environments, 316 runs about twice the lifespan of 304. For most aluminum, magnesium, and zinc operations under 700°C, stainless steel is where the decision starts — not where it ends.
Nickel-Based Alloy Mesh: For Temperatures Past 1,000°C
Inconel 600 and 625 hold over 50% tensile strength above 1,000°C. At 800°C, they yield 400–600 MPa. Stainless hits about 200 MPa at the same temperature. That gap is critical in cast iron and superalloy work (1,150–1,500°C), where stainless breaks down fast.
The cost is real: $50–100/m² versus $10–20/m² for stainless. But the numbers work out at high volume. You get 200+ casts per mesh, a documented 40% drop in downtime, and scrap rates that fall 15–30% compared to cheaper options. In high-volume iron casting, the premium pays for itself.
Copper and Titanium: Specialist Materials for Specific Chemistries
Copper mesh carries a thermal conductivity of 400 W/m·K — eight times that of stainless. That speeds up solidification in brass and bronze casting, which cuts porosity. Service life runs 50–150 cycles. One clear limit: high-iron melts erode it fast.
Titanium alloy mesh (Ti-6Al-4V) is built for titanium casting above 1,660°C. It passivates in molten titanium, loses less than 0.1% mass per cycle, and holds up for 500+ cycles in vacuum or argon atmospheres. Nothing else matches it for that application.
The Decision Matrix
|
Melt Temp |
Chemical Activity |
Budget |
Right Mesh |
|---|---|---|---|
|
<700°C |
Low |
Low |
304 SS (10–50 cycles) |
|
<700°C |
Low |
Medium |
316 SS (20–100 cycles) |
|
<700°C |
High (Cu alloys) |
Medium |
Copper mesh |
|
700–1,100°C |
Medium–High |
High |
Nickel-base (Inconel) |
|
>1,100°C (Ti melts) |
Extreme |
High |
Ti alloy mesh |
Step-by-Step Selection Process: From Casting Requirement to Final Mesh Spec
Four steps. That’s all that separates a mesh spec that works from one that costs you a production run.
Most foundries never complete all four. They stop at mesh count, skip the pressure drop math, and find out the spec was wrong when scrap rates climb. Here’s the full process — no shortcuts.
Step 1: Convert your quality standard into a maximum inclusion size.
Start with your defect tolerance, expressed in microns. Aerospace castings hold to 50–100 μm. Automotive structural parts allow 200–500 μm. That number is your ceiling. Your mesh aperture must sit below it — not close to it, below it.
Step 2: Match that inclusion limit to a real aperture size — not just a mesh count.
Mesh count is the shorthand. Aperture size is what matters. A 100-mesh plain weave opens at 150 μm. A 200-mesh twill weave narrows to 74 μm. Those are different filters. Ask your supplier for a micron rating certificate accurate to ±5 μm before committing.
Surface finish adds another layer:
– Green sand processes (120–350 RMS) need 100–200 mesh
– Die casting (32–90 RMS) demands 300+
Match your finish requirement to the right mesh range. Don’t assume mesh count alone covers it.
Step 3: Run the pressure drop calculation before ordering.
Target ΔP below 0.5 bar at your operating flow rate (10–50 L/min). High-pressure die casting with 200-mesh holds to ΔP <1 bar at flow speeds of 1–5 m/s. Investment casting upstream placements run 0.1–0.3 bar. Your mesh fails this check on paper, it fails in production. No exceptions.
Step 4: Calculate total cost of ownership, then finalize the spec.
Per-unit mesh price is the wrong number to optimize. TCO breaks down as 40% material, 30% tooling, 20% finishing. SS mesh runs 500–2,000 cycles before aperture drift exceeds 10%. That’s your replacement trigger — track it.
|
Process |
TCO (per 10k units) |
Recommended Spec |
|---|---|---|
|
Green Sand |
$2–5/unit |
100–200 mesh, SS316 |
|
Die Casting |
$1–3/unit |
300+ mesh, 74 μm |
|
Investment |
$3–7/unit |
100–325 mesh, 50–150 μm |
Common Selection Mistakes and How to Avoid Them

The spec sheet looks right. The supplier confirmed the mesh count. And somehow, you’re still pulling defective castings off the line.
Here’s what happened: the mistake was made before the metal ever touched the filter.
Most filtration failures come from a short list of repeatable errors — the kind that don’t show up in a post-mortem until you know what to look for.
Ordering by mesh count alone. Wire diameter isn’t on most purchase orders. It should be. Two filters can share the same mesh count but use different wire diameters. That means different aperture sizes, different open-area percentages, and different pressure drops. You’re not buying the same filter twice. Specify wire diameter alongside mesh count — every time.
Confusing mesh with microns. This one keeps coming up because it keeps costing money. A 50-mesh screen is five times coarser than a 50-micron filter. Your supplier quotes one unit. Your engineer specs the other. Your filtration is already wrong before installation. Confirm which unit is being used and lock it in writing.
Skipping the pressure drop calculation. Flow rate and filtration precision pull against each other. A filter can pass the mesh spec and still blow past your ΔP tolerance. That causes non-fills, backpressure buildup, or both. Run the numbers before you commit — target below 0.5 bar at your operating flow rate.
Selecting for purchase price instead of total cost. A cheaper mesh that clogs faster needs replacement every two hours. Add in the extra rework it generates, and the real cost is far higher than the price per unit suggests. Factor in replacement frequency, downtime, and defect rework before making the call.
Ignoring weave type. Mesh count gets specified. Weave geometry often doesn’t. Plain weave, Dutch weave, slot-pore, and 3D profile each behave under load in their own way — different dirt-holding capacity, different clogging rates, different cleaning outcomes. Leave weave type unspecified and you’re accepting whatever the supplier defaults to. That’s rarely the right choice.
Fix these five before the next order goes out. The scrap rate will tell you whether you got it right.
Conclusion
Selecting the right casting filter mesh isn’t guesswork — it’s engineering.
Three decisions made before metal touches mold separate a flawed casting from a flawless one:
-
Mesh size controls filtration precision. Know how it works.
-
Your weave type and material must match your casting conditions.
-
Common shortcuts kill part quality. Avoid them.
Get these right, and you’re not just filtering molten metal — you’re controlling outcomes.
Use this casting filter mesh selection guide as a working reference. Come back to it. Walk your next project through the step-by-step selection process. Challenge every default spec you’ve inherited. Treat mesh size vs. filtration precision as the real trade-off it is.
Foundries producing cleaner castings aren’t running on luck. They make sharper, better-informed mesh selections every time.
Now go make yours.