Picking the wrong ceramic foam filter material does more than hurt filtration quality — it can ruin an entire casting run. Alumina, silicon carbide, and zirconia are not interchangeable. They just get treated that way. Each material has its own thermal, chemical, and mechanical properties. Those differences make it the right fit for some applications and a poor match for others.
This guide compares alumina vs. silicon carbide vs. Zirconia Ceramic foam Filters. You’ll see where each one performs well, where it falls short, and how to match the right filter to the metal you’re pouring.
What Are Ceramic Foam Filters and Why Material Choice Matters
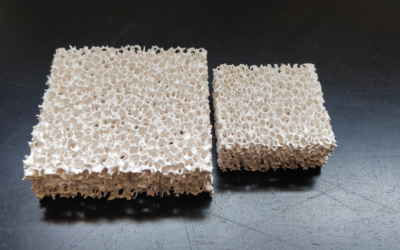
Ceramic Foam filters are three-dimensional, open-cell ceramic structures. Think of a rigid sponge made from high-performance ceramic. You place them in the gating system to clean molten metal before it reaches the mold cavity.
The structure does two jobs: Deep filtration and flow regulation. Molten metal travels through a winding network of interconnected pores — not a straight path. That route traps non-metallic inclusions: oxide films, slag particles, sand grains, and refractory debris. These range from 10 to 100 μm in size. Larger particles (50–100 μm) get caught by mechanical screening. Finer ones (10–20 μm) stick to pore walls through adhesion.
The results are measurable. Industry data backs this up:
-
20–50% reduction in porosity defects with ceramic foam filters in use
-
30–100% improvement in fatigue life for aluminum automotive castings
-
Faster ROI on high-value parts — cutting just 1–2% scrap often covers the full filtration cost within weeks
Key structural parameters shared across all three material types:
|
Parameter |
Typical Range |
|---|---|
|
Total porosity |
80–90% (some grades reach 95%) |
|
PPI range |
8–60 PPI |
|
Common alloy use |
10–30 PPI for most applications |
This is where material choice gets critical. Alumina, silicon carbide, and Zirconia filters share the same foam geometry. But their thermal limits, chemical stability, and surface affinity with specific inclusions are very different. Using an alumina filter in steel casting is more than a poor choice. At 1500°C+, you’re already 400–500°C past the material’s safe limit. The filter cracks, spalls, and breaks apart. Those fragments become new inclusions inside the casting — the exact problem you were trying to solve.
Material selection is not a side decision. It’s the foundation everything else depends on.
Alumina Ceramic Foam Filters: Properties, Strengths, and Best-Fit Applications

Alumina is the workhorse of non-ferrous metal filtration. Not glamorous, but solid and reliable where it counts most.
The chemistry is simple. alumina ceramic foam filters contain 85 wt% Al₂O₃, about 6 wt% SiO₂, and 9 wt% other oxides (binders, fluxing agents). That formula is no accident. Engineers built it to stay inert in molten aluminum while keeping production costs and sintering temperatures low.
Key Physical Properties
The numbers tell a practical story:
|
Property |
Typical Value |
|---|---|
|
Max working temperature |
1000°C (standard) / up to 1200°C (high-purity grades) |
|
Bulk density |
0.35–0.50 g/cm³ |
|
Open porosity |
80–90% |
|
Compressive strength |
≥1.0 MPa |
|
Flexural strength |
≥1.4 MPa |
|
Thermal shock resistance |
5–6 cycles at 1100°C |
That bulk density range — 0.35 to 0.50 g/cm³ — hits a deliberate balance. Light enough for easy handling and placement. Dense enough to hold its shape under repeated molten metal impact.
Thermal shock performance matters on the production floor. A filter that survives 5–6 thermal shock cycles at 1100°C handles aluminum pours (680–760°C) without cracking across multiple casting runs. You get fewer filter changes per shift. That adds up fast.
Where Alumina Filters Perform Best
Aluminum and Aluminum Alloy casting is the core application. This covers:
-
Gravity sand casting and permanent mold casting
-
Pre-filtration for high-pressure die casting
-
Aluminum melt purification before continuous casting of sheet and profiles
For most aluminum work, 20–40 PPI is the standard range. Go with 10–20 PPI for large parts that need high flow. Step up to 50–60 PPI for thin-wall or complex geometry castings where melt cleanliness is critical.
These filters also handle copper and brass melts (below 1200°C, with chemical compatibility confirmed). Plus, they work as high-temperature gas filtration media and catalytic carrier substrates — useful in exhaust treatment and heat recovery systems.
The Cost Argument
Stack alumina against silicon carbide or zirconia filters, and alumina wins on price — for good reason. Al₂O₃ raw material costs less than high-purity SiC or ZrO₂. Sintering temperatures are lower. The operating range lines up with the largest casting market segment.
The ROI math is clear. Manufacturers report a 50–80% reduction in inclusion-related defects after switching to Alumina foam filtration. Fewer rejects, simpler gating systems, and better mechanical properties on finished parts all add up. That’s not a small improvement — it’s a real shift in casting economics.
Where It Falls Short
One firm limit: steel casting is off the table. At 1500°C+, standard alumina filters sit 400–500°C past their rated limit. Don’t push it.
Silicon Carbide Ceramic Foam Filters: Properties, Strengths, and Best-Fit Applications
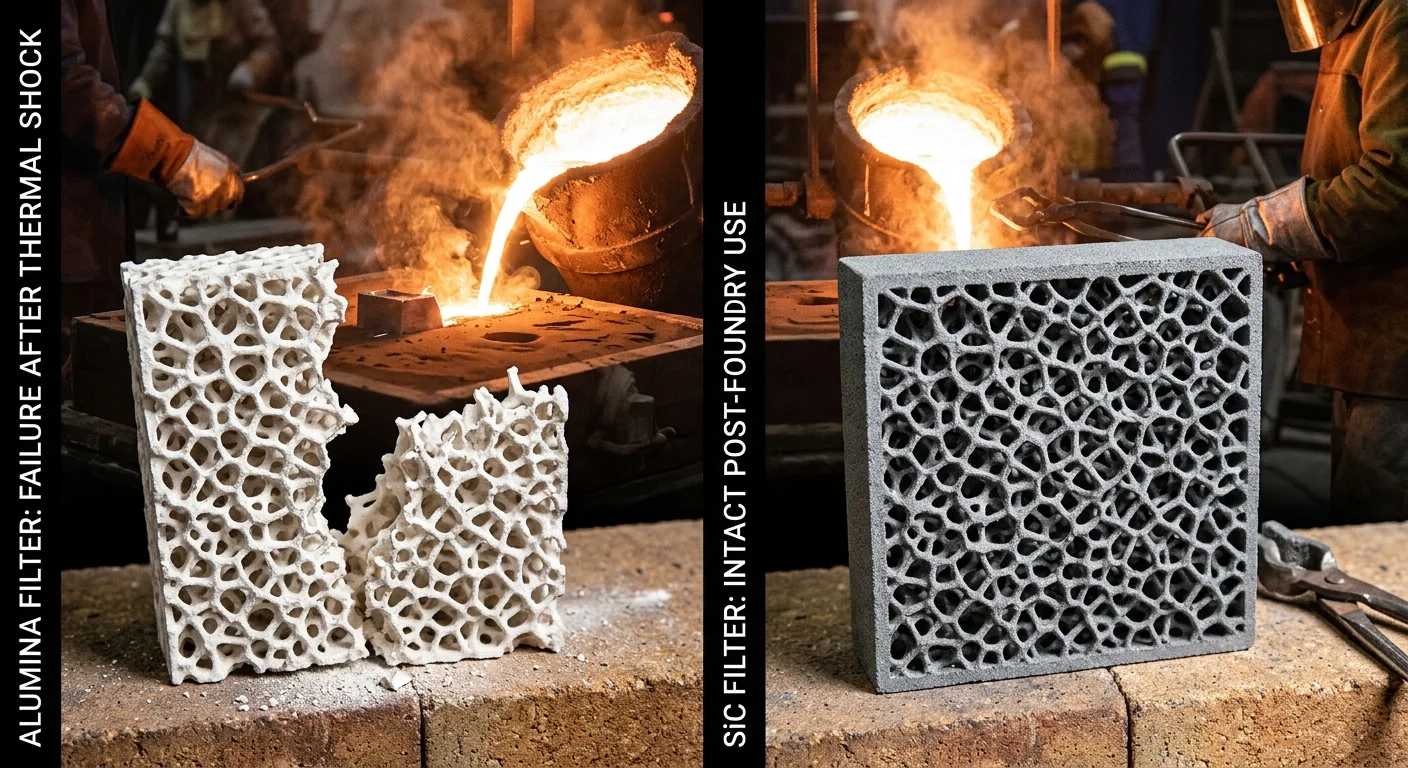
Silicon carbide doesn’t apologize for being demanding. It runs hotter, conducts heat faster, and holds its structure where alumina simply gives up. That makes it the go-to material when the job gets truly hard.
What’s Inside the Filter
Commercial SiC ceramic foam Filters carry 62–75 wt% silicon carbide. The bonding phase contains Al₂O₃ ≤28 wt%, SiO₂ ≤10 wt%, and Fe₂O₃ ≤0.5 wt%. The grey-black, open-cell structure isn’t just for looks. The SiC struts hold microporosity that pushes internal surface area far beyond what the pore count alone suggests.
Key physical specs:
|
Property |
Typical Value |
|---|---|
|
Max working temperature |
≤1500–1540°C continuous |
|
Bulk density |
0.3–0.5 g/cm³ |
|
Open porosity |
80–90% |
|
Compressive strength |
≥0.9–1.0 MPa |
|
Thermal shock resistance |
3–6 cycles at 1100–1200°C |
Where SiC Pulls Ahead
Two properties set SiC apart: thermal conductivity and high-temperature strength retention.
Dense SiC conducts heat at 20–120 W/m·K. That’s well above alumina. Even at foam porosity levels, SiC filters push heat faster into incoming molten metal. This matters most in thin-wall iron and copper-alloy castings, where cold shuts and misruns are constant risks. Faster heat transfer creates more stable, laminar flow through the filter. You get fewer turbulence-driven inclusions before the metal even reaches the mold.
SiC also has a low thermal expansion coefficient (~4–4.5×10⁻⁶/K). This keeps thermal stress low under fast immersion. Alumina and cordierite filters crack under those same conditions.
Foundries that switched to SiC foam have seen around 50% cuts in replacement time and cost. Longer filter life and fewer Casting defects per campaign drive those numbers.
Best Applications
-
Gray, ductile, and malleable cast iron (1350–1500°C): SiC’s rated ceiling of 1500–1540°C gives you a solid safety margin. Use 10–20 PPI for heavy sections. Go with 20–30 PPI for medium or thin walls.
-
Copper, bronze, and brass (1100–1250°C): Pick SiC over alumina at pouring temperatures above 1150°C, or where fast heat balance matters. 20–40 PPI catches finer oxides well.
-
High-temperature gas filtration and catalyst carrier systems: SiC foam handles oxidizing combustion gases above 1000°C. It works well in furnace hot-gas cleanup, diesel soot collection, and catalytic reactor supports.
One Practical Caution
SiC oxidizes at sustained high temperatures. It forms a thin SiO₂ surface layer over time. In casting, this is not usually a problem — pour times are short. Still, avoid long preheating above 1000–1100°C in open air. Also, stay away from fluoride-containing fluxes or strongly basic slags that eat into that silica layer fast. For pours near the 1500°C ceiling, specify filters with SiC content ≥65–70 wt% and an oxidation-resistant binder.
Zirconia Ceramic Foam Filters: Properties, Strengths, and Best-Fit Applications
Zirconia is expensive, heavy, and harder to source than alumina or silicon carbide. It is also the one Ceramic foam filter material that belongs in a steel foundry.
Pour temperatures above 1550°C — steel, stainless, nickel-base superalloys — push alumina and sic filters past their safe range. Zirconia handles it fine. Its working ceiling reaches 1700–1750°C. Refractory grades go up to 1800°C, based on technical documentation. That gap matters. A filter either holds or it breaks apart into the melt. Those are your two outcomes.
Material Composition
The base formula uses high-ZrO₂ with partial stabilization:
-
ZrO₂: 85–90 wt% (some grades reach ZrO₂ + HfO₂ ≈ 90–95%)
-
Stabilizers: MgO ~4–5 wt%, or Y₂O₃ 3–5 wt% (CaO, CeO₂, and rare earths also appear in patent formulations)
-
Binders: silica sol, alumina sol, PVA, cellulose derivatives
-
Color: yellow — made distinct from grey SiC and white alumina on purpose, so you don’t mix them up on the floor
Key Physical Properties
|
Property |
Typical Value |
|---|---|
|
Max working temperature |
1700–1750°C |
|
Bulk density |
0.70–1.20 g/cm³ |
|
Open porosity |
>80% |
|
PPI range |
10–30 PPI |
|
Compressive strength |
≥1.5 MPa |
That bulk density — 0.70 to 1.20 g/cm³ — runs higher than alumina (0.35–0.50 g/cm³). A heavier filter means a heavier freight bill and a higher unit price. Those are real costs. They don’t go away.
Where Zirconia Filters Belong
The application list is narrower than alumina or SiC. But the fit is exact:
-
All steel grades: carbon steel, low-alloy steel, stainless, high-alloy, tool steel
-
Nickel-base and cobalt-base superalloys: turbine blades, aerospace investment castings, energy components
-
Any pour requiring extreme cleanliness: pressure vessels, mold steels, high-specification stainless
Filtration efficiency for superalloy and steel applications reaches 92–99% in both patent-documented and factory-validated testing. The open-cell, 10–30 PPI foam structure takes turbulent melt flow and converts it into stable laminar flow. That change cuts secondary oxidation inclusion formation. ZrO₂ also has low solubility in steel melts. So the filter doesn’t contaminate what it’s cleaning — no edge erosion, no secondary pollution.
The Cost Logic
ZrO₂ raw material costs several times more than Al₂O₃. Add a sintering cycle at 1570–1700°C running 1–10 hours, and you’re looking at the highest unit cost across the three filter types. No argument there.
The decision rule is straightforward. Pouring steel or superalloys? Zirconia isn’t a premium option — it’s the one viable choice. For aluminum, copper, and standard cast iron below 1450–1500°C, alumina or SiC is the right call. Paying for zirconia performance you don’t need is waste. Skipping zirconia where you do need it is a quality failure.
Head-to-Head Comparison: Alumina vs. SiC vs. Zirconia Across 6 Key Dimensions
Six dimensions. Three materials. One decision that either protects your casting or silently destroys it.
The properties below aren’t abstract specs from a datasheet. These are the exact variables that decide whether your filter holds together at 1400°C, whether it adds contamination instead of removing it, and whether the cost makes sense for the job you’re running.
Dimension 1: Maximum Working Temperature
Here’s the ranking that matters in a foundry — not melting points, but actual engineering use temperature under real thermal cycling conditions:
SiC > Alumina > Zirconia
That order surprises people. Zirconia has a melting point above 2500°C, so it looks like the obvious high-temperature winner. It isn’t. The real problem is phase transformation. Around 1000–1200°C, ZrO₂ shifts through monoclinic-to-tetragonal phase changes. Each cycle creates volume change and microcracks. Stabilizers like Y₂O₃ and MgO push that threshold higher, but repeated thermal cycling still cuts short its structural life.
SiC, by contrast, holds its mechanical integrity up to 1600°C. Its covalent Si–C bonds are very stable. In reducing or inert atmospheres, SiC is nearly impossible to break down. In oxidizing conditions, it forms a dense SiO₂ surface layer — and that layer acts as a protective barrier, not a failure point.
Alumina holds its stable α-Al₂O₃ phase well past 1200°C. Grain growth and creep become concerns at the upper end, but structurally it outlasts zirconia under cycling.
Dimension 2: Bulk Density
|
Material |
Bulk Density (g/cm³) |
|---|---|
|
SiC |
3.10–3.25 |
|
Alumina |
3.72–3.94 |
|
Zirconia (3Y-TZP) |
5.6–6.0 |
Density has a direct impact on three things: weight, support structure, and installation complexity.
A 1-liter component made from zirconia weighs about 5.8 kg. The same component in SiC weighs about 3.2 kg. That’s an 80% weight penalty for zirconia. For large filtration plates or submerged components, that gap forces heavier support beams, upgraded lifting points, and higher safety margins across the whole system. It’s not a minor engineering footnote — it’s a full structural redesign.
Dimension 3: Thermal Conductivity
|
Material |
Thermal Conductivity (W/m·K) |
|---|---|
|
Zirconia |
~2–3 |
|
Alumina |
~20–30 |
|
SiC |
~125–130 |
SiC conducts heat at 4–6 times the rate of alumina and over 40 times the rate of zirconia. That’s not a small difference. It’s a completely different physical behavior category.
For filtration, high thermal conductivity means incoming molten metal stabilizes faster as it passes through the filter. Flow becomes more laminar. Turbulence-driven secondary inclusions drop. That’s why SiC performs better in thin-wall iron and copper-alloy castings — maintaining melt temperature and flow stability through the filter is non-negotiable in those applications.
Zirconia’s near-insulating conductivity makes it a poor fit anywhere fast heat transfer is needed. It’s thermally inert in a way that works for some refractory lining applications, but that same property hurts performance in dynamic filtration scenarios.
Dimension 4: Mechanical Strength and Fracture Toughness
|
Property |
Alumina |
SiC |
Zirconia |
|---|---|---|---|
|
Flexural strength (MPa) |
300–350 |
400–500+ |
900–1200 |
|
Compressive strength (MPa) |
~2100 |
2500–3000 |
~2000 |
|
Fracture toughness (MPa·m¹/²) |
3–4 |
~4.5 |
6–8 |
Zirconia is the mechanical heavyweight. A flexural strength of 900–1200 MPa vs. alumina’s 300–350 MPa isn’t a small step up — it’s a major leap. Fracture toughness of 6–8 MPa·m¹/² is about double what alumina delivers. That gap matters in high-impact pour conditions.
SiC sits in the middle on toughness but leads on compressive strength at the high end. Your concern is resisting hydraulic pressure from a fast, heavy pour? SiC’s 2500–3000 MPa compressive range gives you real margin.
Under normal pouring conditions, none of these materials come close to their strength limits in most foam filter applications. But in large-format filters, high pour rates, or systems with abrupt metal entry, the toughness gap between zirconia and alumina becomes real and measurable.
Dimension 5: Compatible Metal Types
Here’s where the selection logic comes together clearly:
Alumina handles aluminum alloys, copper alloys, gray iron, Ductile Iron, and low-alloy steel well within its temperature range. It has a long track record in filtration plates and submerged pouring components for non-ferrous work.
SiC performs well with gray and ductile iron, steel, nickel-base alloys, copper alloys, and aluminum in heating-adjacent components. In reducing or inert atmospheres, it stays chemically stable at 1500–1600°C. Its low wettability with aluminum melts is an asset — the melt flows through without adhesion buildup.
Zirconia is the right choice for applications that need chemical stability against aggressive slags — especially those containing CaO and MgO — and for high-precision components like steel melt temperature protection tubes and tundish nozzles. Its very low thermal conductivity rules it out for heating or heat-exchange elements. But in static, high-temperature filtration of steel and superalloys, that same inertness is exactly what the job demands.
One practical note: for aluminum filtration plates, alumina and SiC are the dominant choices. Zirconia’s weight penalty and poor heat conduction make it the wrong fit for large-format aluminum filter applications.
Dimension 6: Relative Cost
Using alumina as the baseline (cost index = 1.0):
|
Material |
Relative Cost Index |
|---|---|
|
Alumina |
1.0 |
|
SiC |
1.5–2.0× |
|
Zirconia |
2.0–3.0× |
SiC needs sintering temperatures around 2000–2200°C. That means more energy, more complex furnace equipment, and higher raw material processing costs. The offset is that SiC components often need little post-sintering machining, which pulls some of that cost back.
Zirconia’s cost is harder to control. Yes, its sintering temperature (1500–1600°C) is lower than SiC. But its high density means more raw material by weight for the same volume. Plus, machining zirconia takes 10 times longer than alumina — diamond tooling consumption climbs fast. The result: zirconia lands at 2–3× the total cost of equivalent Alumina components.
The rule is straightforward. Zirconia is the right material for certain jobs, and the cost is justified. For everything else, paying that premium is pure waste.
How to Choose the Right Ceramic Foam Filter Material for Your Casting
Two variables drive every filter selection decision: pouring temperature and chemical compatibility with your melt. Get both right, and the filter does its job. Miss either one, and you’re adding problems instead of solving them.
Here’s how that maps to real casting applications.
Match Your Alloy to the Right Filter Material
The decision tree is simpler than most people expect:
Aluminum and aluminum alloys (680–760°C) → Alumina (Al₂O₃)
Al₂O₃ does not react with aluminum melts. It holds up against erosion and stays stable throughout the full temperature range. Standard specs: 20–30 PPI for most work. Large gates can run 10–20 PPI as a pre-filter, then 30 PPI for final-stage cleaning. Thickness: 15 mm or less for small parts, 20–25 mm for large ones.
Gray Iron, ductile iron, copper alloys (1350–1500°C) → Silicon carbide (SiC) SiC handles the heat load that cast iron and copper pours put on a filter. For ductile iron cranks or large gear castings, use 10–15 PPI. Ductile iron has poor fluidity, and fine pores clog fast. Keep filtration load at ≤2 kg/cm² per unit area. Going tighter on PPI without thinking about viscosity is one of the most common mistakes in cast iron filtration.
Carbon steel, stainless, nickel-base superalloys (1550–1700°C) → Zirconia (ZrO₂)
There is no substitute here. ZrO₂ filters rated to 1680°C — such as VUKOPOR HT-class products — cover the full temperature range for steel and superalloy pours. Use 10–20 PPI as the default. Steel melt viscosity is high, and fine pores can sinter shut at temperature. For high-cleanliness stainless or turbine blade castings, step up to 25–30 PPI at the final filtration stage. Reference filtration loads: 1.0–2.7 kg/cm² for carbon steel, 1.0–4.0 kg/cm² for stainless.
Magnesium alloys → Magnesia (MgO)
Magnesium reacts hard with most ceramics. Alumina, SiC, and zirconia all break down in magnesium melts. MgO filters hold stable where those materials fail.

PPI Selection: The Variable Most People Get Wrong
PPI choice is not separate from material choice. The two work together.
|
PPI |
Best For |
|---|---|
|
10 PPI |
Ductile iron, large gray iron, steel castings — high flow, coarse filtration |
|
20 PPI |
Malleable iron, small gray iron, non-ferrous alloys — widest general-purpose range |
|
25–30 PPI |
Aluminum alloys, precision steel castings, high-cleanliness end filtration |
The failure mode with high PPI is easy to predict. Higher pore density means more flow resistance. You need to widen the gate cross-section or raise the pour temperature to compensate. Skip that step and you choke the fill. In aluminum casting, pairing a low pour temperature with 30 PPI and an undersized runner system creates cold shuts and misruns — the exact problems you were trying to avoid.
Filter thickness matters just as much as PPI:
– Aluminum small parts: ≤15 mm
– Large non-ferrous: 20–25 mm
– Cast iron: ~22 mm
– Steel and superalloys: ≥25 mm
Undersized thickness in steel or superalloy work is not a minor shortcut. It leads to melt-through and filter fracture. Fragments enter the casting cavity. At that point, the part is lost.
Three Selection Mistakes That Wreck Castings
Using alumina for steel or superalloy pours.
Above 1600°C, Al₂O₃ cannot handle the thermal shock or the static pressure that dense steel pours create. The filter cracks. Pieces break off into the mold cavity. That is not a filtration failure — it is a total casting loss. Industry data puts the full cost of a scrapped large steel casting, including melt, rework, and downtime, at 100–300% of the raw casting cost.
Running 30 PPI filters on ductile iron without adjusting thickness. Ductile iron is viscous. Fine pores block early. A filter that clogs mid-pour causes incomplete fill, cold shuts, and Shrinkage defects clustered around the blockage. Foundries that get PPI selection right on ductile iron report 15–30% reductions in scrap rates. Getting it wrong flips those numbers in the other direction.
Choosing high PPI for precision without recalculating flow.
Tighter pores do not mean better filtration results on their own. They mean higher resistance. No increase in gate area or pour head means throughput drops hard and your fill profile suffers.
The right filter material, the right PPI, and the right thickness — these three decisions connect. Fix one while ignoring the others and the system breaks down.
Quick Reference: Matching Filter Material to Metal Type
Three materials. Dozens of alloys. One table that makes the choice simple.
|
Metal / Alloy |
Pour Temp (°C) |
Recommended Filter |
Key Reason |
|---|---|---|---|
|
Aluminum & alloys |
680–760 |
Alumina (Al₂O₃) |
Inert in aluminum melts; cost-effective |
|
Copper / brass |
≤1,000 |
Alumina (Al₂O₃) |
Good thermal margin; lower cost |
|
Copper / bronze |
1,000–1,080 |
Alumina or SiC |
Overlap zone — choose by pour time and budget |
|
High-temp copper alloys |
≥1,080–1,150 |
Silicon Carbide (SiC) |
Better thermal conductivity cuts crack risk |
|
Gray / ductile iron |
1,300–1,420 |
Silicon Carbide (SiC) |
Handles heat load; cheaper than zirconia |
|
Carbon / low-alloy steel |
1,540–1,650 |
Zirconia (ZrO₂) |
The right choice at these temperatures — nothing else holds up |
|
Stainless / high-alloy steel |
1,550–1,700 |
Zirconia (ZrO₂) |
Stays stable against aggressive slags |
|
Nickel / cobalt superalloys |
1,350–1,600 |
Zirconia (ZrO₂) |
Resists active elements (Ti, Al, Cr) that break down Al₂O₃ |
One rule applies to every row: your filter’s rated working temperature must exceed your pour temperature by at least 100–150°C. That gap is not extra padding. It keeps the filter solid through real thermal cycling — not just clean lab conditions.
Conclusion
Picking between alumina, silicon carbide, and zirconia ceramic foam filters is not guesswork. It’s an engineering call — one that directly affects your casting yield, scrap rate, and bottom line.
Three things drive the right material choice:
-
The metal you’re pouring
-
The temperature your process demands
-
The budget your operation can carry
Alumina works well for most aluminum and copper alloys. It’s practical and cost-effective. Silicon carbide is the step up you need where thermal shock resistance is a real concern. Zirconia handles the extreme conditions where other materials fail.
Not sure which one fits your Casting process? Don’t guess. Pull up the quick-reference guide in this article as your starting checklist. Then go to your filter supplier with specific pour temperatures and alloy specs in hand. That conversation becomes much more productive with hard numbers on the table.
The best ceramic foam filter for your application is already out there. Your job is to match it to your process — no more, no less.
Get that match right. The metallurgy handles the rest.