Picking the wrong mesh filter for aluminium casting doesn’t just ruin one pour — it can take down an entire production run. Dross inclusions, oxide films, and turbulence all attack the quality of your castings. The filter in your gating system is doing serious work. Most operators underestimate just how much depends on it.
Australia has plenty of filter options on the market. But fiberglass mesh filters are not all built equal. Some handle high-volume sand casting. Others suit precision permanent mold work. Each has different demands.
This breakdown compares five top contenders. You’ll see how they stack up on performance, temperature tolerance, and real-world fit for Australian foundry conditions.
What Is a Fiberglass Mesh Filter and Why It Matters for Aluminium Casting
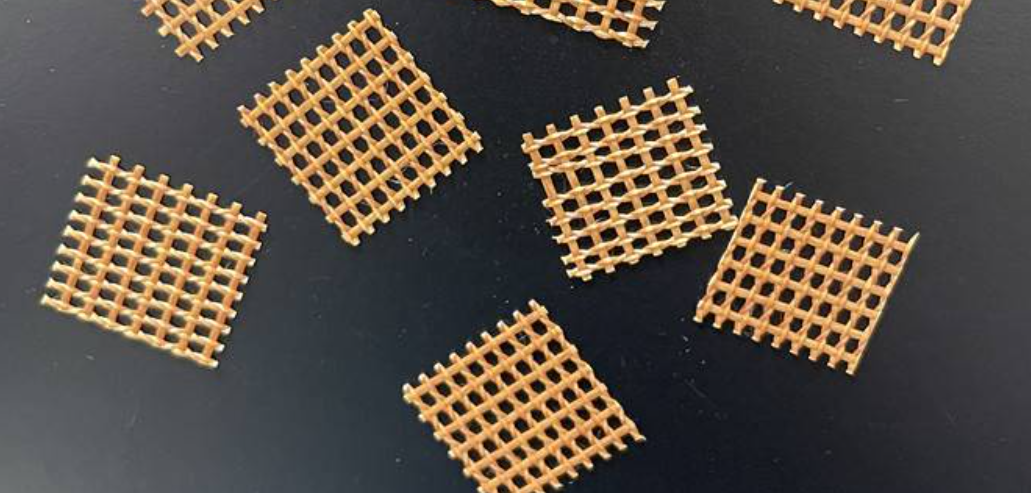
A fiberglass mesh filter is what it sounds like — a woven network of high-strength, alkali-free fiberglass fibers. It’s resin-coated and carbonized to survive direct contact with molten metal. Place it inside your gating system, and it handles four distinct jobs at once.
Here’s what happens as metal passes through:
-
Rectification — the filter slows metal flow and kills eddy currents before they cause chaos
-
Mechanical filtration — large slag particles and oxide chunks get caught in the mesh
-
Accumulation — impurities build up across the filter surface during the pour
-
Adsorption — the expanded contact area traps fine bubbles, residual slag, and micro-inclusions through chemical interaction
The result is clean, controlled flow entering your mold cavity. No turbulence. No hitchhiking oxides.
Why the Material Specification Matters
Standard fiberglass mesh filters handle temperatures above 700°C. Carbonized variants push that to 900°C. That gap matters for high-volume pours where heat retention in the gating system is a real factor.
The properties that make these filters worth specifying:
-
Chemically inert — won’t react with aluminium melt
-
Low gas generation — no contamination from the filter itself
-
Smokeless, odorless, flameless — practical for enclosed foundry environments
Without proper filtration, slag inclusion rejection rates climb past 3%. Place the right mesh filter in the right spot, and operators bring that figure below 3%. For Australian foundries running automotive components, wheel hubs, or high-volume ingot lines, that difference isn’t small — it’s the gap between a profitable run and an expensive one.
Key Selection Criteria for Fiberglass Mesh Filters in Aluminium Casting
Five filters can look identical in a catalogue. The spec sheet is where the real differences are — and where bad purchasing decisions happen.
Get the selection right by working through four criteria first. Nothing else should touch your gating system before you do.
Temperature Resistance Comes First
Molten aluminium runs at 660°C. Your process environment pushes that to 700–800°C at minimum. Raw fiberglass tops out around 400°C — it won’t survive contact with the melt. Full stop.
You need resin-coated fiberglass, rated to 600–800°C under standard conditions. For high-volume or high-retention pours, high-silica variants handle up to 1,700°C. They also offer better chemical compatibility with aluminium. That means fewer unwanted reactions and near-zero impurity introduction.
The resin coating isn’t cosmetic. It does real structural work. High-temperature resins — silicone and PTFE formulations are the strongest — stop fiber breakup during the pour. A filter shedding fibers into your melt is worse than using no filter at all. Check that weight loss stays under 5% at 300°C over two hours. That’s a solid baseline test for coating integrity.
Match Mesh Size to the Job
Most operators get this wrong. Finer isn’t always better.
|
Mesh Type |
Aperture |
Best Application |
|---|---|---|
|
Coarse |
2.5 × 2.5mm |
General aluminium, high flow |
|
Medium |
1.2 × 1.2mm |
Quality castings, surface finish |
|
Fine |
0.8 × 0.8mm |
High-precision, low flow tolerance |
Uniform pore distribution matters just as much as pore size. Inconsistent coating — lumps, voids, uneven resin coverage — creates pressure differences across the filter face. Flow turns unpredictable. That’s how inclusions sneak through.
Mechanical Integrity Under Pressure
Fiberglass mesh filters need tensile strength that holds under the hydrostatic pressure of a full pour. Fiber diameter runs between 0.3–0.7mm. The weave pattern controls how that load spreads. A filter that deforms mid-pour doesn’t just fail — it contaminates your melt.
One practical step gets skipped far too often: preheat the filter before placement. Cold filter contact with molten aluminium causes thermal shock. That shock speeds up structural failure. It’s a simple step, and it has a clear, measurable impact on both filter lifespan and casting yield.
#1 FoundryMax Fiberglass Mesh Filter
FoundryMax built this filter on one straightforward idea: most foundry problems start with what you don’t filter out.
The FM-07-AL is the aluminium-specific model. It uses high-silica glass fiber with a special resin coating. The rated working range runs from 700–800°C. That coating isn’t just a surface treatment — it forms the structural core. Raw fiberglass mesh fails below 400°C and has no real chemical resistance. The FM-07-AL handles pH 1–14. It won’t react with your melt. It won’t clog under normal pour conditions.
Mesh sizing runs from 0.8×0.8mm up to 2.5×2.5mm. For gravity casting with aluminium, slag and oxide capture are the main concern. The 10×10 mesh variant at 2.5mm aperture handles that job well. Fine-precision work calls for the 0.8mm end.
What the grid structure does differently:
-
Spreads flow pressure across the full filter face
-
Cuts out the turbulence that wire mesh filters create at entry points
-
Holds its shape as temperature rises through the pour cycle
The results are measurable. Porosity rates fall. Surface cracks reduce. Casting yield improves. These aren’t marketing claims — they come from pulling non-metallic inclusions out before they reach the mold cavity.
FoundryMax also cuts custom shapes for non-standard gating setups. So you’re covered for both gravity work and low-pressure casting operations.
For Australian pricing, MOQ, and lead times, contact FoundryMax directly. That’s the most reliable way to get accurate procurement details.
#2 Ningxin Fiberglass Mesh Filter — Best for High-Twist Yarn Precision Filtration
Baoding Ningxin Group has been making fiberglass filtration products since 2002. That’s over two decades focused on one specific thing: how yarn structure affects what gets filtered out of molten aluminium.
The standout feature is the high-twist yarn construction. Most mesh filters use standard-weave fiberglass. Ningxin winds their yarns tighter before weaving. That tighter twist changes the shape of every opening in the mesh. It creates a longer, more complex path for the melt to travel through. Slag particles, refractory debris, and non-metallic inclusions have fewer direct escape routes.
What the construction delivers in practice:
-
Better spread of molten aluminium across the full filter face
-
More even flow distribution entering the mold cavity
-
Less turbulence at the point of filtration — not just downstream
The filter uses heat-resistant glass fiber. You get a choice between high-silica fiberglass yarn and E-glass formulations — pick based on your process needs. Surface coating comes in two options: specialized acrylic or resin-ceramic. Each one suits different heat and chemical exposure levels.
Mesh sizing is flexible. You can adjust openings, widths, and lengths to fit non-standard gating systems.
Where Ningxin sits in the market:
This filter suits operations where precision filtration — not just bulk slag removal — is the priority. Fine inclusion capture is the target. The high-twist yarn structure is built for exactly that.
#3 Explorer Foundry Standard Silica Glass Fiber Filter — Best for Temperature Endurance
Temperature exposes every weakness in a mesh filter. Explorer Foundry designed their Standard Silica Glass Fiber Filter to solve one specific problem: keeping the filter intact while molten aluminium flows through it.
The rated working range is 700–800°C, with a softening point around 850°C. For standard aluminium casting, that range is right where you need it. The filter won’t soften, sag, or shed fiber mid-pour. That matters more than most operators expect — a filter that deforms under heat stops filtering and starts adding contamination.
How it compares to high-silica variants:
|
Property |
Standard Silica |
High-Silica |
|---|---|---|
|
Working Temp |
≤800°C |
1000–1200°C |
|
Softening Point |
~850°C |
≥1600°C |
|
Coating |
Heat-resistant Resin |
Carbonized/Refractory Resin |
|
Gas Evolution |
≤40cm³/g |
≤30cm³/g |
|
Thickness |
0.35–0.55mm |
0.65–0.85mm |
|
Fiber Diameter |
~0.35mm |
0.40–0.50mm |
The thinner profile — 0.35 to 0.55mm — keeps flow resistance low without hurting filtration performance. Filaments run 4–35µm. They use leno construction, which locks the aperture geometry in place under heat and pressure. No shifting. No inconsistent pore sizing mid-pour.
Where this filter earns its place:
-
Standard aluminium gravity casting runs
-
Operations where process temperatures stay below 800°C
-
Gating systems where filter thickness and flow rate need careful balancing
The Standard Silica variant isn’t built to compete with high-silica on extreme heat. It doesn’t need to be. For conventional aluminium casting, you get the right specification — not overbuilt, not underspecified.
Contact Explorer Foundry for Australian pricing and lead time details.
#4 Fibrete® Fiberglass Mesh Filter
Turbulence is the quiet killer in aluminium casting. It doesn’t announce itself. It shows up later — in porosity readings, in scrapped cylinder heads, in the rework pile at the end of a shift.
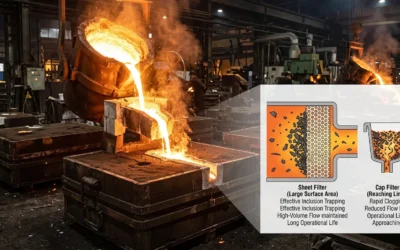
Fibrete® tackles this right at the source. Their fiberglass mesh filter sits at the sprue base or runner. The job it does is simple but vital: it pushes molten aluminium through uniform openings. This breaks apart jetting and splashing before either one reaches the mold cavity. The flow evens out. The chaos stops.
Shape selection matters more than most operators expect:
-
Square filters handle high-volume sand casting runs — larger surface area, more coverage across wide runner cross-sections
-
Round filters suit permanent mold work where metal must fill fast without triggering secondary oxidation
-
Hexagonal variants offer higher open-cell porosity for precision components where flow rate and fine particle removal need to work together
The mesh material is high-silica glass fiber. It stays inert against A356, A380, and ADC12 aluminium alloys — so it won’t touch your melt composition. The working range sits at 700–800°C continuous, with a short-term peak of 850°C.
Filtration efficiency exceeds 95% for non-metallic inclusions. You get full coverage in a single pass — oxide films, slag, sand inclusions, gas bubbles, and ash oxides. That’s the complete defect profile for both sand and permanent mold casting.
Confirmed application fit:
– Automotive: cylinder heads, transmission housings, wheels
– Aerospace: structural brackets and housings
– Industrial: pump bodies, electrical enclosures, heat sinks
Aperture options run from 1.0mm through 2.5mm. Standard sheet sizes cover 100×100 to 300×300mm, with custom cuts available. Installation needs no special tooling — scissors, sprue base placement, and a normal pour sequence get you there.
#5 Sefar Australia Fiberglass Mesh — Best for High-Precision Australian Foundry Applications
Two centuries of filtration expertise takes real work to build. Sefar has been shaping how materials separate, screen, and filter since before Australian foundries existed. That depth of knowledge shows up in every mesh product they make — and it’s why precision-focused operations take this name seriously.
Sefar’s technical edge starts with vertical integration. Through Monosuisse AG — a proprietary arm of the Sefar Group — they engineer their own monofilament yarns before a single thread enters a weaving frame. That matters because yarn quality controls aperture consistency. Most mesh filter suppliers buy commodity yarn and weave it. Sefar engineers the input material from scratch.
What that means for Australian foundry buyers:
-
SEFAR® NITEX precision mesh — tight tolerances, chemical resistance, and accurate particle control down to the micron level
-
High-porosity fiberglass filtration mesh — built for durability under demanding industrial process conditions
-
Customised solutions — vertical integration means non-standard gating requirements aren’t a problem. They become a design brief.
Sefar’s application reach spans automotive, aerospace, mining, and chemicals. Their mesh filters improve casting quality through consistent solids-liquid separation. That’s a measurable outcome — not a brochure claim.
Australian foundries running precision permanent mold or aerospace-grade components will find something here that the other four options on this list don’t offer: global R&D resources backed by local presence.
Reach out to Sefar Australia for micron ratings, custom sizing, and procurement details.
Head-to-Head Comparison: Which Filter Is Right for Your Application?

Five filters. Five different strengths. The wrong choice costs you castings. Here’s how they stack up.
|
Filter |
Best For |
Temperature Range |
Key Strength |
|---|---|---|---|
|
FoundryMax FM-07-AL |
Gravity & low-pressure casting |
700–800°C |
Custom shapes, broad mesh range |
|
Ningxin High-Twist |
Precision inclusion capture |
700–800°C |
Complex melt path, fine particle removal |
|
Explorer Standard Silica |
Conventional gravity casting |
≤800°C |
Thin profile, leno-locked aperture geometry |
|
Fibrete® |
Sand & permanent mold |
700–850°C peak |
Turbulence elimination, 95%+ efficiency |
|
Sefar Australia |
Aerospace & precision mold |
Custom specs |
Micron-level tolerances, vertical integration |
How to Read This Table for Your Operation
Volume matters first. High-volume sand casting lines need square Fibrete® panels. Wide runner cross-sections need full coverage — square geometry delivers that. Round filters work better for permanent mold jobs. Fill speed and oxidation prevention pull in different directions there, and the round profile handles both.
Then think about inclusion size. Dealing with bulk slag and refractory debris? The FoundryMax FM-07-AL at 2.5mm aperture handles that load without restriction. Fine non-metallic inclusions and oxide films are a different problem. Ningxin’s high-twist yarn construction builds a winding flow path. Those fine particles hit that path and can’t get through.
Temperature is a hard limit, not a guideline. Explorer’s 0.35–0.55mm profile keeps flow resistance low. That works well — up to 800°C. Go past that ceiling and you need Fibrete® or Sefar’s custom-spec solutions. There’s no workaround on this one.
Precision aerospace and defence work has one real answer. Sefar’s monofilament engineering reaches a level no other filter on this list touches. Micron-level aperture consistency is non-negotiable in those applications. Standard commodity mesh filters don’t meet that bar — full stop.
Match the filter to the pour. Not to the price point.
Where to Buy Fiberglass Mesh Filters for Aluminium Casting in Australia

Local shelves won’t solve this one. Australia has no domestic manufacturers of fiberglass mesh filters for aluminium casting. You’ll need to go through importers or offshore suppliers.
Two realistic options exist:
-
Online platforms (Alibaba, TradeIndia) — MOQ as low as 1 square metre, pricing from $0.50–$10.00 USD per piece. Fast quotes, low entry barrier, higher logistics risk.
-
Direct supplier contact — custom specs, sample testing, better unit cost at volume. FoundryMax (info@foundrymax.com) handles aluminium-specific variants. Contact them for tailored orders.
Know Your Total Cost Before You Order
The sticker price isn’t the real number. Factor in:
-
Import duty: ~5% MFN + 10% GST on CIF value
-
Sea freight (China–Australia): 20–40 days, ~$0.50–$2/kg
-
Air freight: 3–7 days, costs run much higher than sea freight
On 100 pieces at $5/piece, your $500 base lands closer to $650 once tariffs and freight clear. That gap matters at scale.
Decision benchmark: Under 1,000 pieces — online platforms work. Over 5,000 pieces — go direct for custom specs and a lower unit cost.
Conclusion
The right fiberglass mesh filter is not a small decision. Pick the wrong one, and you end up with defective castings and wasted material. Pick the right one, and your aluminium pours come out clean every time.
So what’s your next step? Check the comparison table above. Match your operating temperature, mold type, and flow requirements to the right filter. Then reach out to your preferred supplier and ask for samples before placing volume orders.
Most Australian distributors carry trial quantities. So you can test before you commit — no guessing needed.
The right mesh filter protects your castings. More than that, it protects your reputation.