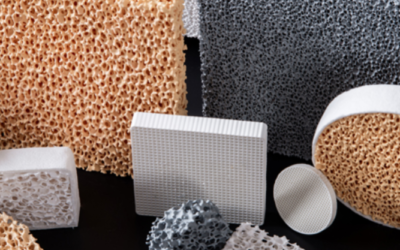
What Are Alumina and Zirconia Filters? (And Why the Choice Matters)
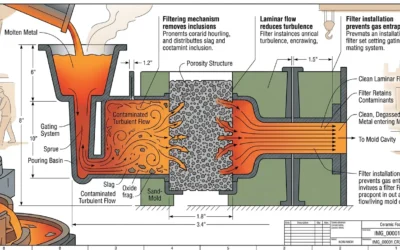
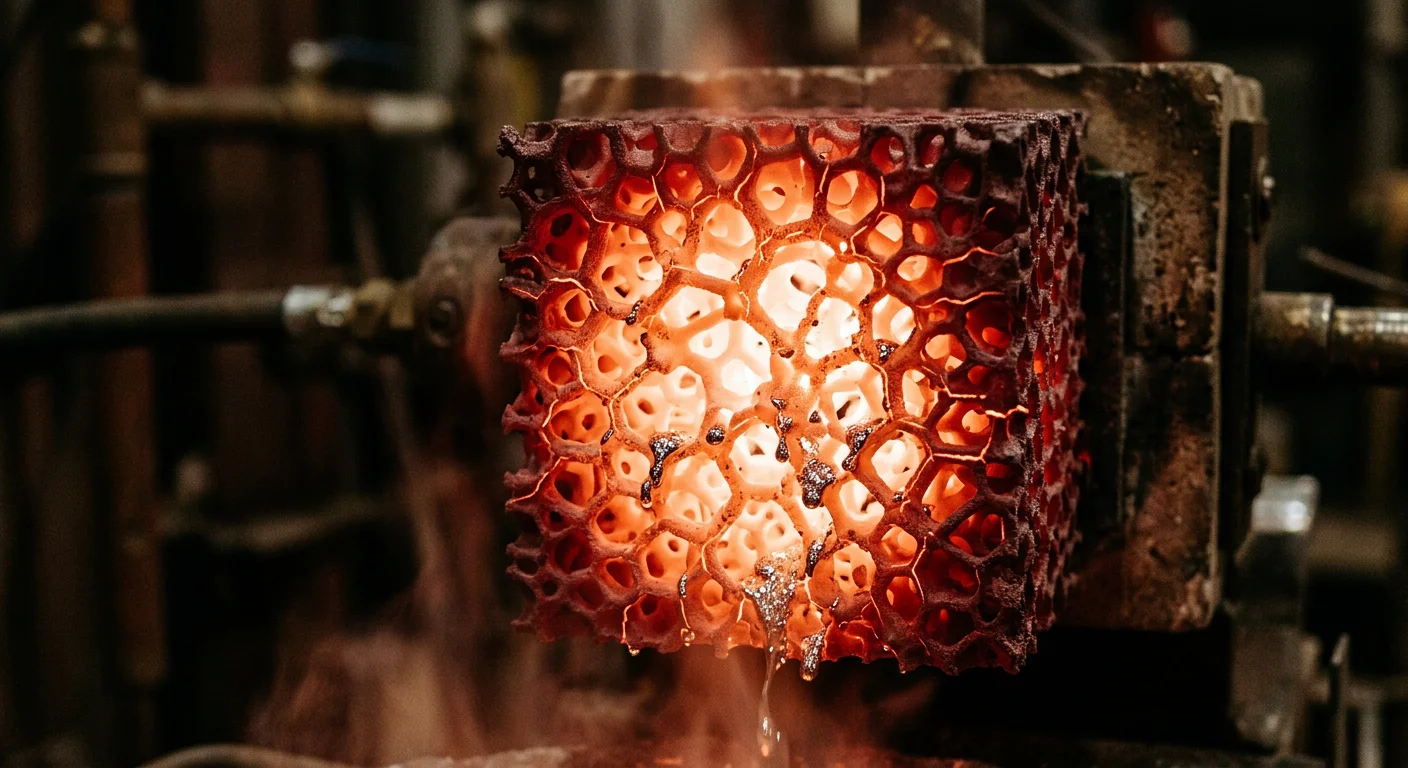
Both are Ceramic foam Filters. Both trap inclusions, oxides, and slag before they become defects in your final casting. That’s where the similarity ends.
Alumina (Al₂O₃) filters are built for aluminum and Aluminum Alloy melts. They run at up to 1100°C, catching oxides and inclusions that would otherwise push scrap rates up. Pick the right spec, and industry data shows alumina ceramic foam filters cut rejection rates by 15–40%. That number also tells you how much you stand to lose with the wrong filter choice.
Zirconia (ZrO₂) Filters are built for one thing: steel. All types — carbon, stainless, high-alloy. They hold their structure at temperatures up to 1700°C. Molten steel is chemically aggressive. An alumina filter would break down fast under those conditions. Zirconia holds up.
The decision is straightforward:
-
Aluminum or aluminum alloys → Alumina filter
-
Steel, stainless steel, high-alloy steel → Zirconia filter
Use the wrong filter, and the cost goes beyond wasted material. You’re looking at inclusion failures, unplanned stoppages, and scrap rates climbing right back to where you started.

Alumina (Al₂O₃) Filters: Strengths, Limitations & Best-Fit Scenarios
Alumina earns its place in the foundry on pure performance logic — and the numbers back it up.
Where Alumina Performs
This material runs at 1000–1500°C in industrial ceramic applications without interruption. High-purity α-Al₂O₃ components hold their structure up to ~1600°C under no-load conditions. For aluminum melt filtration, the working window sits at 680–780°C — right where aluminum and its alloys flow.
That thermal range delivers three clear advantages:
-
Chemical inertness against non-ferrous melts. Alumina doesn’t react with aluminum, magnesium, copper, or zinc. The melt passes through. The filter stays intact.
-
High hardness. Vickers hardness hits 15–20 GPa — Mohs 9, just below diamond. It handles metal head pressure and high-flow turbulence without erosion.
-
Thermal conductivity. At 20–35 W·m⁻¹·K⁻¹, alumina moves localized heat away faster than most ceramic alternatives. Temperature gradients across the filter stay small. The casting process stays in control.
Where Alumina Breaks Down
The weak point is thermal shock — and it fails fast when you ignore it.
Fracture toughness sits at just 2–4 MPa·m¹/². After thermal cycling, compressive strength drops from 2.35 MPa to 1.91 MPa — a 19% loss in one test series. That’s not a margin. That’s a failure trajectory.
The failure pattern is consistent. The filter contacts 700°C+ molten aluminum without proper preheating. Uneven expansion creates through-cracks. Inclusions enter the melt. The fix is simple — preheat to 600–700°C before contact. Skip that step, and the filter becomes the contamination source.
Rapid cooling during shutdown carries the same risk. A temperature swing of >200–300°C over a short period goes beyond what Alumina foam ceramic can handle.
Best-Fit Applications
Alumina Ceramic Foam filters are the right choice for:
-
Casting aluminum or aluminum alloys at 680–780°C, in 10–60 PPI grades (30–40 PPI covers most industrial pours)
-
High-temperature gas filtration at 600–900°C — rigid alumina ceramic tubes and high-alumina fiber filter bags outperform standard high-temp fabrics in dusty, corrosive flue gas environments
-
High-flow applications where flow rate demands rule out less porous alternatives
On cost, alumina raw material runs $300–500/ton for metallurgical grade and $800–1,500/ton for high-purity ceramic grade. Compare that to stabilized zirconia powder at >$3,000/ton. The cost advantage for non-ferrous casting applications is clear.
The material works. It just demands solid process discipline — especially at startup.
Zirconia (ZrO₂) Filters: Strengths, Limitations & Best-Fit Scenarios
Zirconia doesn’t compromise. It was built for conditions that destroy everything else.
Where Zirconia Performs
The headline number is 1700°C — the upper service limit for ZrO₂ Foam Filters in continuous molten metal contact. Some pure zirconia grades push to 1760°C. No alumina filter comes close.
But temperature ceiling isn’t the full story. The real advantage shows up under stress.
Yttria-stabilized zirconia (YSZ) works through a process called transformation toughening. Stress reaches a crack tip. Metastable tetragonal grains shift to monoclinic. That shift creates localized compressive stress, which stops the crack from spreading. The numbers back this up:
-
Fracture toughness: 9–10 MPa·m½ — about 2× that of alumina
-
Flexural strength: 900–1200 MPa
-
Vickers hardness: 11–13 GPa (Mohs ~8.5)
That’s why ZrO₂ foam filters handle what alumina can’t: abrupt metal level changes, start/stop casting cycles, repeated ladle changes. Commercial ZrO₂ filters are tested and rated at 1100°C → room temperature, 6 thermal cycles without failure. The structure holds.
Chemical resistance adds to the picture. High-alloy steels, stainless grades, nickel-based superalloys — these melts attack alumina and silicon carbide directly. Zirconia holds up where the others break down.
The foam geometry supports that performance too. 80–90% open porosity at 0.8–0.9 g/cm³ bulk density drives laminar filling and steady inclusion capture across 10–30 PPI cell sizes.
Where Zirconia Has Limits
Three real constraints worth knowing.
Cost is the first. Stabilized zirconia powder runs 3–10× the price of comparable alumina. At filter level, that premium is direct and measurable. The cost makes sense only when scrap reduction on high-value castings — a few percent on Ni-base components or high-alloy steel — offsets the material price.
Low-temperature degradation is the second. Below ~400°C in humid conditions, ZrO₂ can go through a spontaneous tetragonal-to-monoclinic shift. Surface microcracks form. Strength drops. Toughness degrades over time. For filters cycling through 200–400°C steam or condensate environments, this is a real service life issue — not a theoretical one.
Machinability is the third. High hardness makes precision shaping hard. Complex manufacturing tightens QC requirements and pushes component costs up. Custom geometries cost more. Tolerances are less forgiving.
Best-Fit Scenarios
Match ZrO₂ filters to these conditions:
-
Carbon, stainless, and high-alloy steel casting at pouring temperatures >1550°C — the primary use case, full stop
-
Nickel-based alloys and superalloys in investment casting, where chemical attack rules out Al₂O₃ and SiC
-
High-value aluminum alloys under thermal cycling and impact conditions that would crack standard alumina foams
-
Hot-gas and flue-gas filtration at 700–1000°C with corrosive SOx, NOx, and alkali exposure — MgO-stabilized grades work best here for long-term phase stability
-
High-frequency thermal cycling environments — gas turbine exhaust cleanup, upstream hot-gas filtration — where hundreds of heat cycles are the operating standard, not the exception
The stabilizer choice matters across that list. YSZ delivers peak shock resistance and mechanical toughness in steel and Ni-alloy gating. MgO-stabilized ZrO₂ suits stationary high-temperature gas filtration where creep resistance matters more than peak toughness. CaO-stabilized grades fit static structural filter elements where dimensional stability at temperature is the priority.
Zirconia costs more. It’s also the one material that stays in one piece when everything else doesn’t.
Head-to-Head Property Comparison: The 8 Dimensions That Decide Filter Selection
Eight numbers. That’s what separates a filter that lasts from one that fails at the worst possible moment.
The table in the introduction gave you the headline figures. This section gives you the reasoning behind them — the mechanical logic that explains why alumina wins in one application and zirconia wins in another. Work through all eight dimensions. By the end, the answer becomes clear.
1. Maximum Service Temperature
Alumina handles 1000–1600°C, depending on purity and density. Zirconia pushes to 1700°C. Some pure grades reach 1760°C.
That gap is critical in steel casting. Molten steel pours at 1550–1650°C. Alumina can’t hold at that temperature under direct melt contact. Zirconia can. For aluminum at 680–780°C, the gap doesn’t matter — alumina covers that range with ease.
The rule: Your process runs above 1100°C under direct melt contact? Zirconia is the answer. There’s no substitute.
2. Thermal Shock Resistance
This dimension overrides everything else when process conditions aren’t well controlled.
Alumina expands more with heat than zirconia. Safe temperature swings for Alumina foam filters sit around ΔT = 100–200°C. Push beyond that without preheating, and the filter cracks. Not gradually — right away.
Zirconia sits in a different category. Yttria-stabilized ZrO₂ turns incoming crack energy into a phase change instead of a fracture. It doesn’t crack — it absorbs the stress. Commercial ZrO₂ foam filters are rated for ΔT up to 1100°C → room temperature across 6 thermal cycles without structural failure. In real casting operations with sudden ladle changes, that toughness keeps the filter in one piece.
3. Fracture Toughness
-
Alumina (Al₂O₃): 2–4 MPa·m½
-
Zirconia (ZrO₂, YSZ): 9–10 MPa·m½
That’s not a small gap. It’s a 2.5× difference in crack resistance under mechanical load. Zirconia’s toughening mechanism converts stress at a crack tip into localized compression. That stops crack growth before it spreads. Alumina has no such mechanism.
In systems with pressure fluctuations, pulse backflushing, or high metal head pressure, that gap shows up as shorter filter life on the alumina side.
4. Mechanical Strength
-
Flexural strength — Alumina: ~300–400 MPa
-
Flexural strength — Zirconia (YSZ): 900–1200 MPa
-
Tensile strength — Alumina: ~78 MPa
-
Tensile strength — Zirconia: ~330 MPa
Zirconia is 4× stronger in tension. That matters in gating systems where metal turbulence creates fast pressure changes across the filter face. Alumina holds up fine under steady, smooth flow at lower temperatures. Add impact loading or uneven fill rates, and the strength gap starts costing you.
5. Hardness and Abrasion Resistance
-
Alumina: 1500–2000 HV (Mohs 9)
-
Zirconia: ~1100–1300 HV (Mohs ~8.5)
Alumina is harder. In high-velocity gas filtration with abrasive particles — mineral dust, catalyst fines, cement — alumina’s surface outlasts zirconia’s. Zirconia’s toughness advantage doesn’t carry over to surface wear. For erosive gas-solid service, alumina is the stronger pick.
6. Chemical Compatibility with Melt Chemistry
Alumina is inert against non-ferrous melts — aluminum, magnesium, copper, zinc. It doesn’t react. It doesn’t break down. The melt passes through clean.
Against ferrous melts, that changes. Molten steel and high-alloy grades attack alumina under prolonged contact. Zirconia holds up where alumina breaks down. That’s the core reason zirconia leads in steel and nickel-alloy filtration.
The chemistry match is non-negotiable. No structural strength advantage saves a filter that dissolves into the melt.
7. Thermal Conductivity
-
Alumina: 20–35 W·m⁻¹·K⁻¹
-
Zirconia: 2–3 W·m⁻¹·K⁻¹
Alumina moves heat away 10× faster than zirconia. In aluminum casting, that keeps temperature gradients across the filter small. The casting process stays stable. In steel filtration, zirconia’s low heat transfer acts as thermal insulation. It cuts heat loss from the melt through the gating system. That supports consistent mold fill.
Both properties are useful. Put either material in the wrong application, and that same property becomes a problem.
8. Cost
-
Alumina raw material: $300–500/ton (metallurgical grade); $800–1,500/ton (high-purity ceramic grade)
-
Stabilized zirconia powder: >$3,000/ton — 3–10× the cost of comparable alumina
That powder price gap carries through to filter unit cost. Zirconia justifies its price when scrap reduction on high-value castings — nickel-base superalloy parts, precision steel components — offsets the material cost. In aluminum foundries running standard alloys, zirconia’s price brings no real return.
The eight dimensions come down to two questions:
-
Does your process temperature or melt chemistry require zirconia — yes or no?
-
Does your thermal cycling push past what alumina can handle?
Answer yes to either one — zirconia is the right spec. Answer no to both — alumina gives you the same filtration performance at a fraction of the price.
How to Choose Based on Your Specific Filter Application
Three questions. That’s all it takes to get this right.
Most material selection errors don’t come from bad engineering. They come from skipping the sequence. Engineers jump straight to cost comparison. Or they lock onto a single spec before checking if the material can even survive the environment. The framework below stops that from happening.
Work through the layers in order. Don’t skip to budget.
Layer 1: The Hard Gates (Eliminate First)
These are binary. Pass or fail. No scoring.
Temperature above 1200°C? Standard metal fabrics and conventional filter media are off the table. You’re in ceramic or high-temperature alloy territory. Full stop.
Frequent thermal shock cycles?
Rapid heat-and-cool sequences change the selection logic. Severe thermal cycling means shock resistance matters more than peak temperature rating. A material that survives 1700°C but cracks on cycle three does nothing useful.
Direct molten metal contact?
Ceramic foam is the path forward — the only one. The filter must resist melt infiltration, chemical attack, and mechanical impact. All three. At the same time.
Layer 2: Secondary Filters (When the Primary Conditions Are Close)
Clear the hard gates first. Then rank these in order:
-
Chemical aggression first. Oxidizing atmospheres, sulfur, chlorine, alkali vapor — any of these present? Chemical stability beats mechanical strength. A filter that reacts with the melt becomes a contamination source, not a filtration solution.
-
Abrasive vs. impact wear second. High-hardness materials handle particle erosion. High-toughness materials handle impact loading. These are two different failure modes. Pick the wrong one, and you speed up failure instead of stopping it.
-
Total cost last. Budget enters the decision after layers one and two are satisfied. Compare unit lifetime cost — not purchase price.
The Selection Rule, Stated Plainly
|
Condition |
Material Direction |
|---|---|
|
>1200°C + thermal cycling |
Thermal shock-resistant ceramic first |
|
>1200°C + stable thermal environment |
Highest continuous-temperature ceramic or alloy |
|
Strong chemical corrosion |
Chemical inertness over mechanical strength |
|
Abrasive particle wear |
Hardness and erosion resistance |
|
Impact-dominant loading |
Fracture toughness over hardness |
|
Budget constraint |
Apply after all above conditions are met |
The priority sequence stays the same across every scenario: failure risk → temperature/thermal shock → chemical compatibility → wear mechanism → cost.
Reverse that order, and the filter budget looks optimized — right up until the pour.
Thermal Shock Resistance Deep Dive: Why This Single Factor Can Override Everything Else

Thermal shock doesn’t negotiate. It sets a hard number — a critical temperature differential — and anything past that number causes structural failure. Not performance loss. Failure.
For brittle Ceramic foam filters, this is the veto factor. High-temperature strength, chemical inertness, mechanical load rating — all of it gets overridden the moment thermal stress exceeds what the material can absorb. Engineers call this the critical temperature differential (ΔT_c). Once the thermal stress pushes the stress intensity factor to K_I ≥ K_IC, the crack doesn’t grow in stages. It doesn’t creep. It snaps through. The filter doesn’t weaken first. It breaks.
Why Alumina Hits the Wall Fast
Alumina’s thermal shock problem comes down to three numbers pulling in the wrong direction at the same time:
-
Thermal expansion coefficient (α): 8.0–8.5 × 10⁻⁶ /K — high enough that fast temperature changes build immediate tensile stress
-
Elastic modulus (E): 300–380 GPa — too stiff to flex or absorb that stress
-
Fracture toughness (K_IC): 3–4 MPa·m½ — too low to stop cracks before the structure can redistribute load
The thermal stress formula puts a number on it: σ_th ≈ EαΔT / (1−ν). Plug in alumina’s values and the stress spikes fast. A single quench from 1100°C to room temperature — which happens at pour shutdown — pushes far past alumina’s ΔT_c of 200–350°C.
The failure sequence follows a fixed pattern in porous foam geometry. Stress builds first at strut necks and pore junctions. Microcracks start there at 10–30 µm. After 5–20 high-ΔT cycles, those cracks reach 100–300 µm. The load-bearing cross-section gets smaller. Then metal head pressure or a single impact finishes it off.
At ΔT = 400–600°C, Alumina foam filter cycle life falls to 10–30 cycles before through-cracking shows up or flexural strength drops more than 20%. That’s alumina’s high-sensitivity thermal shock zone — the range where one bad shutdown ends filter service life on the spot.
How Zirconia Turns the Same Stress Into a Structural Advantage
Yttria-stabilized zirconia (YSZ) doesn’t just handle thermal stress better. It converts that stress into a defense mechanism.
A crack starts under thermal loading. Stress builds at the crack tip. In 3Y-TZP, that concentrated stress — reaching 200–300 MPa at the tip — triggers a tetragonal-to-monoclinic phase transformation in a zone 0.5–2 µm wide just ahead of the crack. That transformation produces a 3–5% volumetric expansion. The expansion builds localized compressive stress around the crack tip. This compressive zone cuts the active stress intensity factor by ΔK ≈ 2–4 MPa·m½.
The result: apparent toughness jumps from a baseline of 3–4 MPa·m½ up to 6–10 MPa·m½. The crack stalls or changes direction. A fracture that would run straight through alumina becomes an arrested microcrack in zirconia.
In raw numbers, transformation toughening raises the allowable ΔT_c by 30–100% compared to standard ceramics. At a fixed ΔT of 400–600°C — the range that destroys alumina in under 30 cycles — ZrO₂-based filter components hold past 50–100 cycles without visible macrocracking.
That gap is not small. In casting operations with frequent ladle changes, abrupt pour stops, or uneven preheat, it separates a filter that runs a full campaign from one that contaminates the melt on cycle four.
The override condition is clear: your process involves thermal cycling past ΔT = 200–300°C — startup surges, shutdown cooling, repeated metal level changes — thermal shock resistance becomes your first selection criterion. Not temperature ceiling. Not cost. Not compressive strength. Thermal shock. Everything else ranks below it until that box is checked.
Chemical Resistance at Elevated Temperatures: Matching Material to Your Process Media
Temperature doesn’t just stress a material on a physical level. It speeds up every chemical reaction at the filter surface — faster diffusion, faster dissolution, faster degradation. A material that survives room-temperature acid exposure can fully dissolve in the same acid at 800°C. That’s not an edge case. That’s the failure mode engineers miss when they spec filters from ambient compatibility charts.
The rule is simple and non-negotiable: chemical resistance must be evaluated at operating temperature, not at room temperature. Concentration, exposure time, applied stress, and thermal cycling all add to the damage. Evaluate them together. Miss one, and your selection is incomplete.
How Melt Chemistry Drives the Al₂O₃ vs. ZrO₂ Decision
The process media — not the temperature ceiling alone — determines which ceramic holds up under long-term contact.
Strong acid environments favor zirconia. At high temperatures, ZrO₂’s ceramic stability holds against most acid attack. Alumina works across many acid systems, but under high-temperature mechanical load, its brittleness becomes a real problem. It cracks before it corrodes.
Alkaline and molten salt environments push the choice harder toward zirconia. Alumina handles moderate alkaline conditions, but in high-temperature strong alkali or molten alkali contact, degradation risk rises fast. Zirconia is the safer long-term choice — though specific salt chemistry still needs media-specific validation before you lock in a spec.
Sulfide atmospheres drive surface degradation and interface failure at high temperatures. Zirconia holds up better as a corrosion-resistant ceramic part. Alumina can work in certain furnace and pipe applications, but sulfide deposit buildup and thermal cycling effects need direct verification — not guesswork.
The Failure Modes That Don’t Show Up on Compatibility Charts
At high temperatures, failure doesn’t usually look like straightforward corrosion. It shows up as creep, warping, oxidation, and dimensional instability — all of it moving faster under combined chemical exposure and thermal load.
That shift matters for filter selection. A filter that dissolves over time is a contamination risk. A filter that creeps under load is a structural failure waiting for the right pour cycle to trigger it.
Three thresholds mark where failure mode transitions happen:
-
150°C+ — polymers exit; ceramic and metal materials take over
-
300°C+ — continuous metal service becomes relevant
-
600°C+ — oxidation and creep dominate every selection decision
The Practical Selection Sequence
Match material to media using this order. Don’t skip steps.
-
Identify the media class — acid, alkali, molten salt, metal oxide melt, or sulfide atmosphere
-
Mark the temperature window — flag which threshold applies: 150°C+, 300°C+, or 600°C+
-
Confirm mechanical load — under load, zirconia’s toughness advantage over alumina becomes critical, not a small factor
-
Validate at operating temperature — ambient compatibility data doesn’t carry over; test at actual conditions
-
Read the dominant failure mode — thermal shock and cracking point toward toughness; dissolution and surface erosion point toward chemical inertness
The short version:
|
Application Profile |
Material Direction |
|---|---|
|
High-temp melt contact + thermal cycling + corrosion |
Zirconia (ZrO₂) first |
|
High-temp insulation + abrasion + structural lining |
Alumina (Al₂O₃) first |
|
Spec based on ambient compatibility data alone |
High-risk selection error |
Alumina is not a weak material on the chemical side. It’s the right material for the right media at the right temperature. Push it into aggressive melt chemistry above its tolerance range — or overlook what high temperature does to its brittleness under load — and the chemical resistance number on the datasheet stops meaning anything. The filter fails either way. Just for a different reason than you expected.
Cost-Performance Analysis: Does the Price Gap Justify Upgrading to Zirconia?
The price difference between alumina and zirconia is real and measurable. It’s also one of the most misread numbers in materials sourcing.
Zirconia costs 2–3× more than comparable alumina at the component level. That number looks like a budget problem. It isn’t always. The answer depends on what you’re running — and what a filter failure actually costs you.
The Math That Matters
One supplier puts it plainly: alumina delivers 90% of the performance at 50% of the cost in most standard industrial applications. For commodity casting lines with low failure consequences and scheduled maintenance windows, that statement ends the conversation. Alumina wins.
Filtration in turbulent, slag-laden melt environments changes the numbers fast, though.
Consider a 3-year horizon on a continuous steel casting line:
-
Alumina filter: Unit cost = 1×, service life = 3 months → 12 replacements over 3 years
-
Zirconia filter: Unit cost = 2.5×, service life = 9 months (3× life, driven by 2–4× fracture toughness) → 4 replacements over 3 years
Pure parts spend: Alumina = 12 units. Zirconia = 10 units.
Zirconia costs less over the full campaign — and that’s before downtime enters the picture.
The justification comes down to one simple rule:
Zirconia is worth it when: Life improvement ratio > Price multiple
Zirconia lasts 3× longer and costs 2.5× more? It pays. Lasts 1.5× longer at 2.5× the price? It doesn’t. The math is that clean.
Downtime Flips the Decision
Wear life alone undersells the zirconia case in high-stakes applications. Add unplanned failure cost — lost production, emergency labor, downstream equipment damage — and the numbers shift hard.
The trigger condition:
A single catastrophic failure costs ≥ 50–100× the price difference between materials. At that point, zirconia’s reliability pays — even when the life ratio only slightly exceeds the price ratio.
This hits hardest in molten steel filtration. An alumina filter that fractures mid-pour doesn’t just fail. It pushes ceramic fragments into the melt, contaminates the casting, and can shut down the line for hours. At that point, filter cost is irrelevant. Downtime cost dominates everything.
Two Scenarios, Two Different Answers
Scenario A — Budget-priority: High-volume aluminum casting
Sliding abrasion, moderate impact, easy scheduled replacement. Alumina covers 90%+ of performance requirements at 50% of the cost. The ROI logic is straightforward. Pick alumina here — failure consequences are low, replacement is plannable, and your target is lowest cost per ton processed.
Scenario B — Reliability-priority: Steel, high-alloy, or nickel-based casting
Impact loading, thermal cycling, chemical aggression from ferrous melts. Fracture toughness matters here. Zirconia’s 6–10 MPa·m½ vs alumina’s 3–4 MPa·m½ is not a marginal improvement. It’s the difference between a filter that survives the campaign and one that doesn’t. For long-lifecycle equipment or high-value castings, scrap reduction of even 2–3% covers the material premium. Zirconia’s lifecycle cost wins.
The One Condition Where Zirconia Is Off the Table
Your process runs above 800°C continuously. Zirconia’s low-temperature degradation behavior and phase stability limits make it the wrong choice — full stop, no matter the budget. Above that threshold, alumina’s 1400–1600°C service range takes over. No cost argument changes that. Temperature compatibility decides the question before cost analysis even starts.
The short version: Pay the zirconia premium when downtime is expensive, failure consequences are severe, or lifecycle math shows net savings over 2–3 years. Stick with alumina when operations are stable, replacement is routine, and the application stays within alumina’s thermal shock and chemical limits.
Conclusion
Choosing between alumina and zirconia isn’t a materials science exam. It’s an engineering decision with real operational consequences.
Moderate temperatures, stable thermal conditions, tight budget — alumina is your answer. It delivers reliable, proven performance without the price premium. But add rapid temperature cycling, aggressive chemical media, or extreme mechanical stress to the mix? Zirconia stops being an upgrade. It becomes an insurance policy.
The Alumina vs. Zirconia material selection guide for high-temperature filters comes down to three direct questions: How brutal is your thermal environment? How aggressive is your process chemistry? And what does failure cost you?
Answer those three questions honestly. The right material becomes obvious.
Ready to match the right ceramic filter to your application? Start with your worst-case operating condition — not your average one. That one shift in thinking protects your process, your equipment, and your bottom line.