
Most casting riser suppliers will say their product “works with filtration systems.” But that’s not the full story. They won’t tell you how it works, under what conditions it fails, or what happens to your yield when the two systems work against each other.
That gap — between a confident sales answer and a complete technical answer — is where scrap rates climb and production schedules fall apart.
The 5 questions to ask your riser supplier about filtration compatibility aren’t complicated. Most foundries just never ask them. And that silence has a cost — one that’s hard to trace back to the source.
Here’s how to change that.
What Flow Rate Compatibility Means — And Why It Can Kill Your Yield
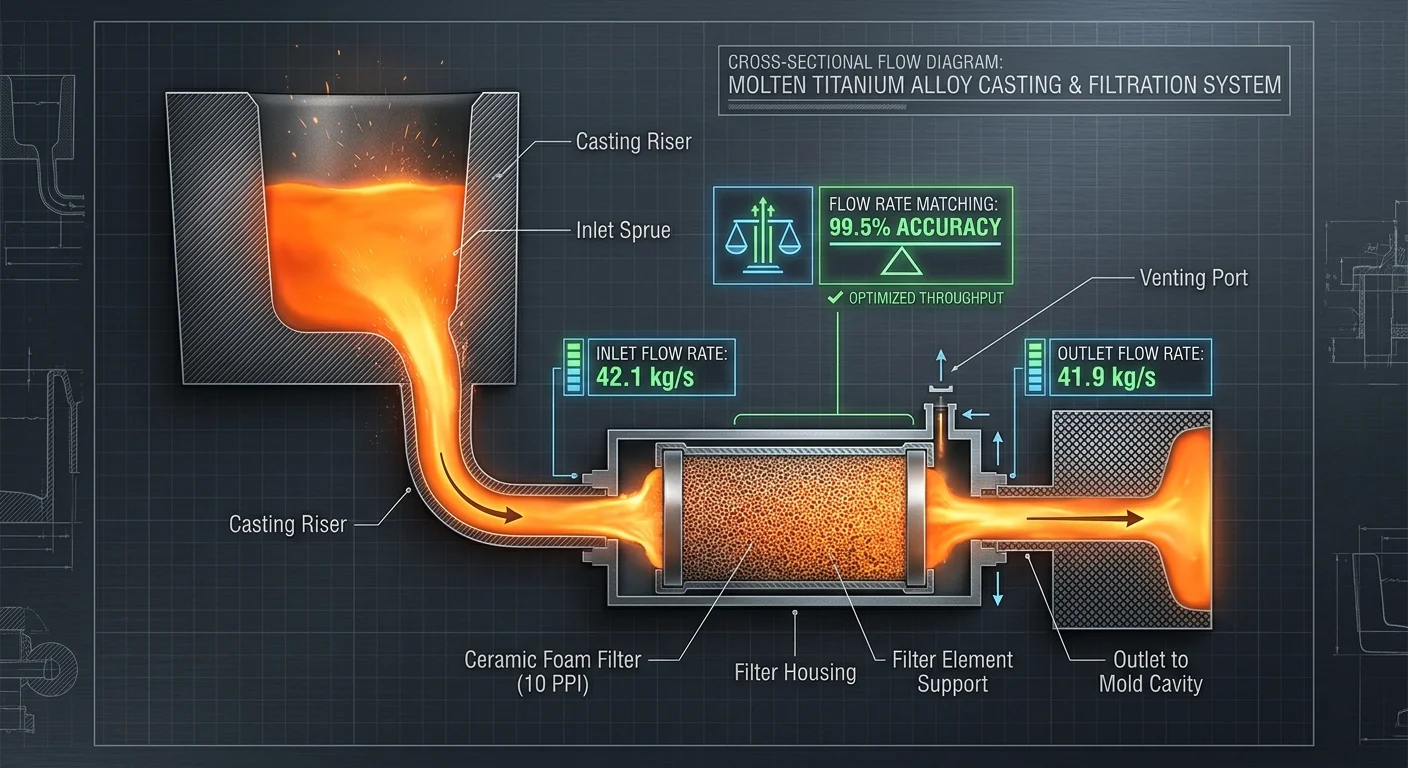
Flow rate compatibility has nothing to do with whether metal moves through the system. It’s about whether metal moves at the right rate — one where the riser’s feed capacity and the filter’s throughput demand are matched.
Miss that match, and something specific happens. Output volume stays normal. The pour looks clean. The system runs without interruption. Yield drops.
That’s the mechanism. No alarms. No obvious failure point. Just a slow bleed in product integrity that gets blamed on the batch, the alloy, or the operator.
The Number That Matters Isn’t the One You’re Watching
Most foundries track volumetric flow — how much metal moves per unit of time. That number can look fine while the linear velocity through the filter runs far outside the compatible range.
These are not the same thing. Confusing them is where yield loss begins.
Change the filter dimensions, pore structure, or riser design — and the compatible flow rate doesn’t scale in a straight line. It scales by the square of the dimensional ratio. A small change in cross-sectional diameter can require a flow adjustment of 80% just to maintain equivalent performance.
Run the old rate through the new geometry and back pressure climbs. In HPLC systems, an equivalent mismatch drives pressure from 950 psi to over 2,600 psi. In casting systems, the stress is less visible. The yield consequence is the same.
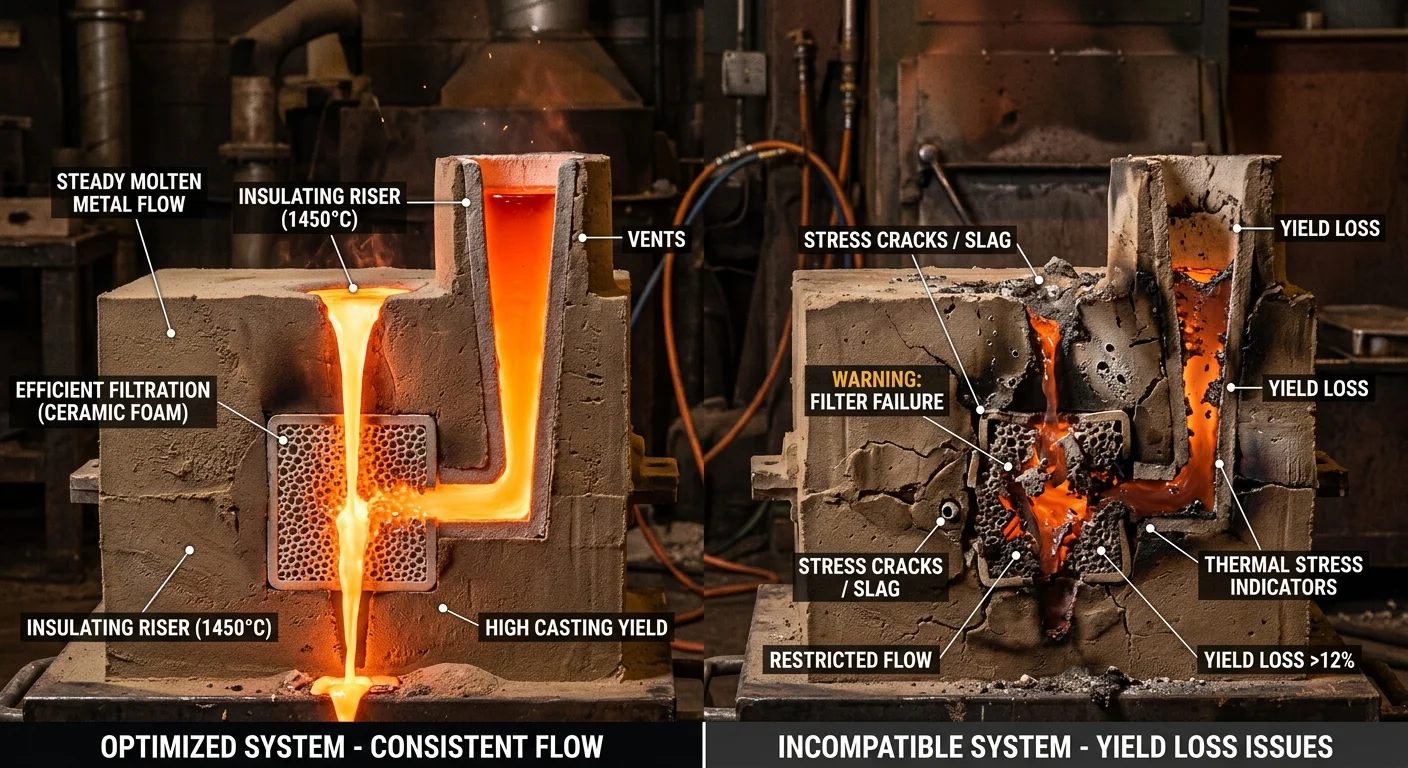
What Yield Loss Looks Like in Practice
The diagnostic signs don’t announce themselves:
-
Output quality degrades above a specific throughput speed
-
Problems scale with flow demand — faster pours, wider gates, higher volume — but disappear at lower speeds
-
Raising temperature appears to “fix” the issue, but introduces new defects downstream
-
The system keeps running, so the root cause never gets investigated
Think of it as supply and demand: flow rate is the request; system capacity is the supply. The request exceeds the supply, the system doesn’t stop — it just delivers less. Each increase in pour speed past the compatibility ceiling cuts into what you recover.
That ceiling is fixed by geometry, particle structure, and material viscosity. Not by the flow rate number on your spec sheet.
Operating Pressure and Temperature Ratings: The Specs Your Supplier Won’t Tell You
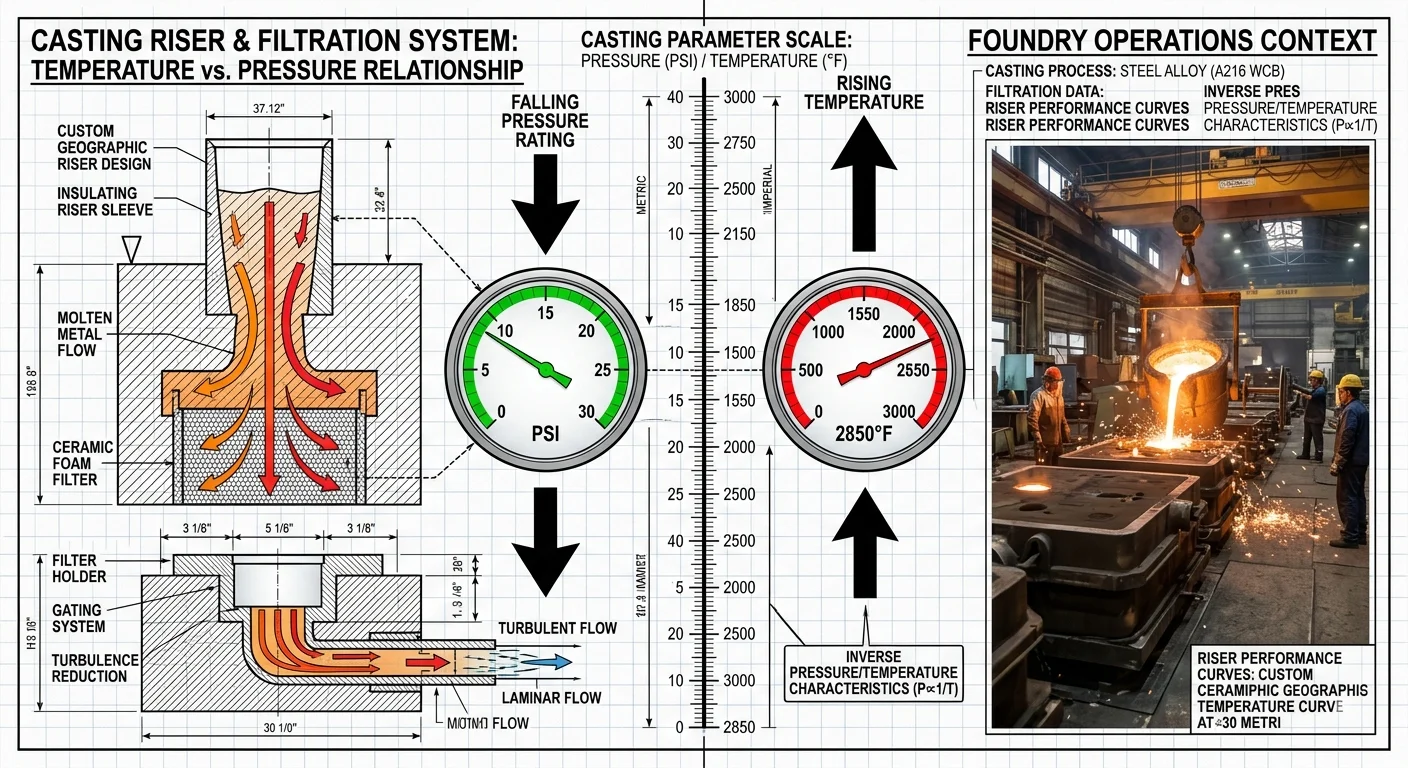
Most suppliers know this but won’t say it: pressure ratings and temperature ratings move in opposite directions. No exceptions.
Turn up the operating temperature, and the maximum allowable pressure drops. Push the pressure higher, and the thermal ceiling comes down. This isn’t a design quirk. It’s a basic material behavior that governs every valve, fitting, and riser component in your system. Most spec sheets give you a single number — as if the other variable doesn’t exist.
That single number is where problems begin.
How the Ratings Work
The Class 150 malleable fitting is a clear example. At 100°F, it holds 300 PSI. At 250°F, that drops to 185 PSI. At 300°F, you’re down to 150 PSI — right at the classification limit, with no margin left.
Run a 300°F process at 150 PSI, and a Class 150 component fails to meet spec. You need Class 300. Run the same component at 100°F under 280 PSI, and Class 150 is enough. Class 300 becomes unnecessary cost with no safety gain.
The numbers aren’t interchangeable. The rating depends on both variables together — not one in isolation.
Ball valves make this more complicated. They’re rated at the lowest operating temperature, not the average. That’s the opposite of malleable fittings, which are rated at the highest operating temperature. Two components in the same system, rated at opposite ends of the thermal range. That gap causes real problems if you miss it.
The Right Questions to Ask
Evaluating casting riser compatibility with your filtration system? Don’t ask “what’s your pressure rating?” Ask these instead:
-
What is the rated pressure at my operating temperature?
-
What is the rated temperature at my operating pressure?
-
Where does the de-rating curve begin — and how steep is it?
ASME B31.1 Section 102.2 covers Pressure-Temperature Ratings. ASME B16.34 gives class-specific P/T tables for valves. A supplier who can’t reference either of these is telling you something important about their product knowledge.
The spec they offer first is rarely the one that matters. The spec they leave out is the one that decides whether your system holds.
Chemical Compatibility Between Riser Materials, Molten Alloys, and Filter Media

Chemical incompatibility doesn’t announce itself at the pour. It shows up later — in a porous surface, a rejected batch, a filter breaking down faster than it should. By then, the cause is three steps back and hard to trace.
The riser material, the molten alloy, and the filter media form a three-way chemical relationship. Most suppliers optimize for one of the three. Not all three together.
What “Compatible” Really Means at the Material Level
Polypropylene (PP) is one of the better-understood riser materials for chemical behavior. Under controlled conditions — using alloy simulants like ethanol and ethyl acetate — PP earns a Recommended (R) rating. That rating means measured degradation, swelling, and permeation all stay within acceptable limits at standard operating temperatures.
That’s the good news.
Here’s what the rating doesn’t tell you: the R designation applies to the simulant, not the alloy itself. Real molten alloys are more aggressive than lab simulants. They carry trace elements — sulfur compounds, oxidation byproducts, flux residues — that simulants don’t replicate. A material rated R under test conditions can behave in unexpected ways once production starts.
This gets more critical once Filter media enters the picture. Ceramic foam Filters, for example, are inert to most base alloys. But push a flux-heavy aluminum melt through a PP riser sleeve into a ceramic filter, and you’re dealing with three separate chemical interactions at once:
-
PP riser wall versus flux residues in the melt
-
Ceramic filter surface versus alloy oxide inclusions
-
Degradation products from the PP wall entering the melt stream itself
That third interaction is the one suppliers don’t model. The riser material degrades under thermal or chemical load. Those byproducts don’t stay in the riser. They migrate downstream — into the filter, into the melt, into the casting.
The Question to Put in Front of Your Supplier
Don’t ask whether the riser material is “compatible” with your alloy. That question gets you a one-word answer that means almost nothing.
Ask this instead: “What is the chemical degradation profile of your riser material under sustained contact with my specific alloy composition — and how does that degradation affect the filter media downstream?”
A supplier with real technical depth will answer with data. A supplier without it will answer with confidence.
The gap between those two responses is the gap between yield protection and yield loss — and you’ll know which one you’re dealing with within the first thirty seconds of the conversation.
Particle Size Handling and Dirt Load Capacity: Where Riser Geometry Meets Filtration Precision
Dirt capacity is not a fixed number. It changes based on how you run your system — and most suppliers quote it as if it doesn’t.
Here’s the mechanical reality: dirt capacity drops as flow rate rises. Cut your flow to half the test rate, and measured dirt capacity climbs to 1.2–1.4 times the retained capacity figure on the spec sheet. Push the flow rate higher, and that number shrinks. The filter doesn’t change. The conditions do. And the conditions are yours to control — if you know they matter.
Most foundries don’t know they matter. That’s the problem.
What the Multi-Pass Test Is Really Telling You
ISO 16889 is the standard most filter manufacturers use to report dirt capacity. The test injects ISO medium test dust (MTD) upstream, measures what the filter retains, and reports that as capacity.
That sounds useful. It isn’t — not in a straightforward way.
The test measures injected mass, not retained dirt. That distinction isn’t just wording. The number you get depends entirely on test conditions: flow rate, contaminant type, terminal pressure drop. Change any of those variables, and the comparison falls apart.
Lab data confirms this. Comparing ISO MTD against ACFTD contaminants across filter media grades, dirt capacity differences run below 10–40% depending on which particles are used. Same filter. Different test dust. Different number. Which one matches your casting environment?
Terminal pressure drop adds another layer. Higher terminal ΔP increases measured dirt capacity — though typical variations stay below 10% unless the ΔP difference is large. It’s a real effect. Small, but real. Two filters with identical ratings, tested at different pressure endpoints, are not a fair comparison.
The Geometry Question Behind the Capacity Number
Particle retention in granular filter media depends on a parameter called constriction size distribution (CSD) — more precisely, the controlling constriction size, labeled dc. This is the largest representative pore diameter along a filter pathway. You calculate it from particle size distribution and material density.
Riser geometry controls how the melt stream delivers particles to the filter face. Get the geometry wrong — wrong cross-section, wrong approach velocity, wrong particle distribution profile — and fine particles clump together before they reach the filter. Coarse particles arrive with enough momentum to speed up wear. At that point, the filter’s rated efficiency means nothing. The particle presentation is already off from the start.
The question to ask your supplier: “What is the controlling constriction size of your recommended filter pairing, and how does your riser geometry affect particle size distribution at the filter inlet?”
A supplier who can answer that is looking out for your service life. One who can’t is selling you a capacity rating that holds only under test conditions — conditions your system will never run.
Physical Integration and Housing Compatibility: The Fit Problems That Show Up on the Production Floor
Here’s what the spec sheet won’t tell you: 70% of integration failures in manufacturing aren’t caused by bad technology. Fit problems cause them — physical, dimensional, and structural mismatches that stay invisible until the production floor finds them.
By then, you’re not reviewing specs. You’re stopping a line.
Casting riser and filtration systems look compatible on paper. Full-scale production tells a different story. Housing geometries that clear every tolerance on the drawing board create mounting errors under real load. Legacy components paired with modern filter housings build up thermal stress that no bench test catches. The enclosure fits. The system overheats. Production finds it. Engineering explains it later.
That gap — between the problem and the explanation — is where yield goes.
What “Fit” Really Means in a Combined Riser-Filter Setup
Physical compatibility isn’t just whether the riser seats into the filter housing. The combined assembly has to perform as a unit under real production conditions: sustained thermal load, variable pour rates, and mechanical vibration that lab testing never includes.
Three failure modes come up again and again:
-
Mounting mismatches — Misaligned interfaces between riser and filter housings create micro-gaps. Metal finds those gaps. Inclusions follow.
-
Thermal enclosure stress — Older housing geometries weren’t built around modern filter media dimensions. Heat causes differential expansion. That creates deformation. It doesn’t fail in one dramatic moment. It drifts — gradually enough that the root cause stays hidden for a long time.
-
Flow hesitation at the interface — In digital production lines, MES-ERP sync delays stall assembly operations. The physical version of this is a riser-filter geometry that creates hesitation at the interface. Output keeps going. Consistency doesn’t.
The Question Worth Asking Before You Commit
Ask your supplier directly: “Has this riser housing been validated for physical integration with my specific filter unit under full production load — not prototype conditions?”
Prototype floors hide fit problems. Production floors expose them. A passed qualification and a rejected batch can come down to that single difference between environments.
Get the answer before the floor does.
The Supplier Vetting Checklist: Turning These 5 Questions Into a Repeatable Qualification Process
Asking the right questions once is a good day. Asking them every time, with the same discipline and the same standards — that’s a procurement system.
The five questions in this article cover flow rate compatibility, pressure-temperature ratings, chemical degradation, particle handling, and physical integration. These can’t just live in someone’s head. They need to live in a process. One that runs the same way for a new supplier as it does for one you’ve worked with for years.
Here’s how to build it.
Convert Each Question Into a Scored Criterion
A question without a scoring mechanism is just a conversation. Assign each of the five compatibility areas a grade on a 1–5 scale — Poor to Excellent. Ask suppliers to provide evidence, not just answers. That means certifications. Test data. Root cause analyses from past quality incidents. No documentation? The score reflects that.
Weight the criteria by what matters most to your operation. Chemical compatibility and pressure-temperature ratings carry more risk than physical fit in most cases. But that depends on your alloy, your pour conditions, and your filter media. The weighting is yours to set. The structure is not optional.
Segment Before You Vet
Not every supplier needs the same level of scrutiny. Sort your casting riser suppliers by criticality before the process starts.
-
Tier 1 (Critical): Full vetting — on-site or remote audits, financial stability review, compliance check against ISO 9001, quality performance history with no major incidents in the past five years, and a signed Quality Agreement before approval.
-
Tier 3 (Low Risk): Basic documentation review, self-assessment questionnaire, spot checks.
Running full qualification on every supplier burns resources you don’t need to spend. Running a light qualification on a critical supplier? That’s how scrap rates go unexplained for months.
Build the Approved Supplier List — Then Maintain It
Qualification isn’t a one-time gate. It’s the starting point for a living database. A supplier clears the process. They enter your Approved Supplier List. Their scores get recorded against each compatibility area.
That record becomes the baseline for re-qualification. Schedule re-qualification at intervals tied to part criticality. Trigger it after any major quality incident. Update it any time your filtration system or alloy specs change.
The 5 questions you ask your riser supplier about filtration compatibility don’t get easier over time. They get easier to require — once your process makes them non-negotiable from the first conversation forward.
Conclusion
The right casting riser supplier doesn’t just ship you a part. They answer hard questions straight.
Flow rate mismatches, pressure rating gaps, chemical incompatibilities, geometry conflicts, housing misalignments — none of these failures show up in a catalog. They appear on your production floor, inside your scrap reports, and deep inside your margins.
These 5 questions to ask your riser supplier about compatibility with filtration systems are not a box-checking exercise. They help you tell apart suppliers who understand your process from those who only know how to close a deal.
Take the vetting checklist from this article. Make it a fixed part of your qualification process. Run every new supplier through it. Run your current suppliers through it too — the answers may catch you off guard.
In precision casting, the most costly problems are the ones nobody thought to ask about.
Ask first. Cast better.


