
Every riser sleeve decision you make either feeds your casting or starves it. Pick the wrong material, and you get shrinkage defects, wasted metal, and yield numbers that cut into your margins — often with no clear cause.
The ceramic vs. exothermic vs. sand riser comparison is not a theoretical exercise. It’s one of the most impactful spec decisions in sand casting production.
Each material handles heat in its own way. Each carries a different cost. Each breaks down in a different way too.
This guide shows you how all three riser types perform across real production dimensions. No guesswork — just clear data so you can select with confidence.

What Is a Riser in Sand Casting and Why Material Choice Matters
A riser is a reservoir — a pocket of molten metal built into the mold to die so your casting doesn’t have to.
Here’s the physics: most alloys shrink between 2% and 7% in volume as they solidify. Aluminum sits at the lower end. Steel pushes toward 6–7%. That volume has to come from somewhere. No riser means no liquid metal feeding the cavity during solidification. You get voids — shrinkage cavities and internal porosity. You won’t spot them until machining. Or worse, the part fails in the field.
The riser’s job is simple in principle: solidify last, feed first. It stays liquid long enough to push metal into the contracting casting. Chvorinov’s Rule governs this — the riser’s volume-to-surface-area ratio must be greater than that of the casting section it feeds.
That’s where material enters the equation.
Riser material controls how long it stays liquid. Sand freezes fast. Insulating sleeves slow the cooling cycle by 50–200%. Exothermic compounds generate their own heat, extending feed time even longer. The same riser geometry acts like three different tools based on what it’s made of.
Get the material wrong, and the riser freezes before the casting does — the exact opposite of what you need. That single mistake drives reject rates as high as 30% on affected production runs.
So the ceramic vs. exothermic vs. sand riser comparison matters at the spec stage, not the scrap stage.
Ceramic Risers: How They Work, Strengths, and Limitations
Ceramic risers don’t generate heat. They conserve it — and that distinction shapes everything about how you use them.
The sleeve uses a low-conductivity ceramic compound — alumina-silicate or similar refractory materials pressed into a fixed shape. Molten metal enters the riser cavity. The ceramic wall slows heat from escaping into the surrounding sand. The metal inside stays liquid longer. The casting section it feeds solidifies first. That’s the whole mechanism — thermal resistance working in your favor.
It sounds simple. But execution is what separates a well-specified ceramic riser from one that fails at the worst possible moment.
What Ceramic Risers Do Well
Thermal insulation is the core strength. A correctly sized ceramic sleeve can extend riser solidification time by 50–100% compared to a plain sand riser of the same geometry. That gives your casting more time to pull liquid metal through the feed path and fill shrinkage voids before the riser freezes shut.
Beyond insulation, ceramic risers deliver:
-
Dimensional consistency — Pre-formed sleeves hold tighter geometry tolerances than hand-rammed sand. You get predictable feed behavior across production runs.
-
Clean metal contact — Ceramic surfaces don’t burn, degrade, or introduce gas the way some exothermic binders can under certain alloy conditions.
-
Reusability in some configurations — Certain ceramic components can be inspected and reclaimed, depending on sleeve design and foundry process.
-
Broad alloy compatibility — They perform well across iron, steel, and non-ferrous casting applications with little process adjustment needed.
Where Ceramic Risers Fall Short
The limitations are real. Map them out before you spec ceramic risers in.
Large-diameter applications get expensive fast. Once riser size pushes past the 6–8 inch range, ceramic sleeve costs climb sharply. Material and forming costs don’t scale the way sand does.
They don’t add heat. Your alloy, section thickness, or pouring temperature may demand active thermal compensation. Ceramic insulation alone won’t cover that. You’re slowing heat loss — not replacing it. For high-shrinkage alloys like steel casting grades pushing 6–7% volumetric contraction, that gap becomes a real problem.
Handling fragility is a real shop-floor concern. Ceramic sleeves crack. Drop rates, storage conditions, and mold assembly practices all affect how many sleeves reach the mold intact.
The ceramic riser is a precision tool. In the right casting context, it outperforms sand by a clear margin. Put it where exothermic performance is needed instead, and it leaves shrinkage on the table.
Exothermic Risers: Active Heat Generation and High-Yield Performance
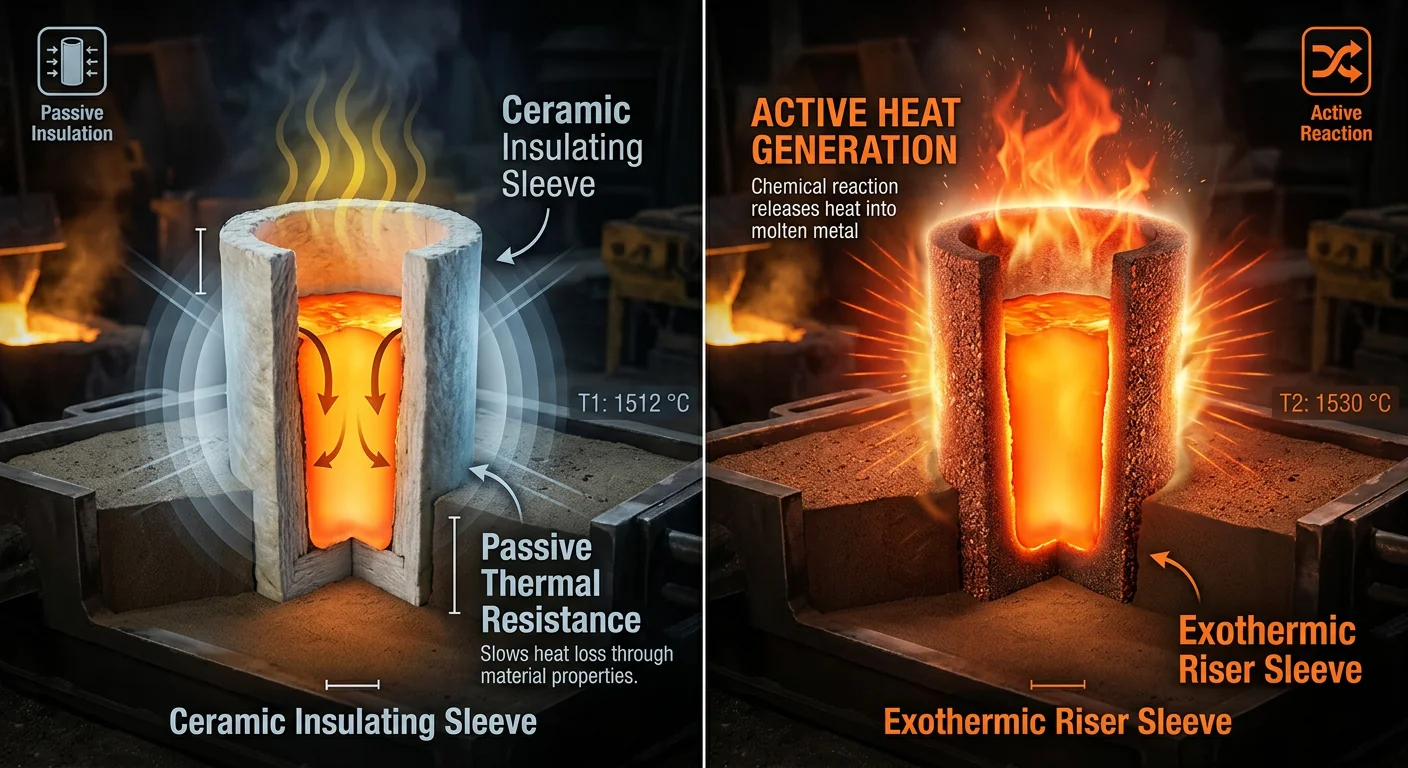
Ceramic risers slow heat loss. Exothermic risers fight back against it.
That’s the core difference — and it’s a big one. Exothermic sleeves don’t just resist heat loss. They run a chemical reaction the moment liquid metal makes contact. Aluminum powder makes up more than 25% of the riser head gross weight. It reacts with an oxidant and triggers a thermit reaction. The metal inside the riser doesn’t just stay warm. It gets an active heat source working in its favor. That keeps the metal liquid far longer than any insulating material can on its own.
What the Numbers Look Like
This isn’t a small improvement. The gap between exothermic and standard risers is real and measurable:
-
Exothermic sleeves retain 30–35% more heat than unsleeved risers and extend time to solidus by close to 50%
-
Feeding efficiency exceeds 60% on shrinkage compensation — exothermic risers feed up to 75% of their volume straight into the casting
-
Riser head volume drops by more than 60% compared to standard insulated feeders, with no loss in yield
Real production data backs this up. HA’s Tele-Feeder hit 327 pounds pour weight at 75% yield. The KMV-3100 riser reached 356 pounds at 70% yield. These are shop-floor numbers, not lab results.
Hybrid designs that mix exothermic chemistry with insulating material go even further. They push metal utilization 18–20% higher than standard setups. At an industry scale, optimizing riser sleeve thickness alone could raise US steel foundry casting yield by up to 10%. That works out to about 1.5 trillion BTU in annual energy savings.
Design Advantages Worth Noting
The two-piece setup exothermic risers use — straight insulated sleeve, zero safety margin — cuts waste by shrinking the cutoff area left on the casting. Less waste means cleaner parts and better economics on every pour.
Material makeup matters here too. Resin-bonded sleeves with uniform chemical composition and low gas evolution keep the metal clean. Exothermic sleeves contain no fluorine-based compounds. That removes the “flake” defects that show up in general heating riser systems.
The thermal specs are tight: heat generation runs 1,857–2,257 kJ/kg, heat capacity sits at 500–560 × 10³ kJ/m³K, and thermal conductivity lands between 0.98–1.09 W/mK. These are engineered specs, not rough estimates. They drive feed behavior that’s predictable and repeatable pour after pour.
Where Exothermic Risers Deliver the Most Value
They earn their place in specific conditions:
-
Thick-section castings that need longer feeding windows than insulation alone can provide
-
High-volume production lines where better yield cuts cost per part
-
Cost-sensitive applications where each point of yield gain adds up across the full run volume
-
Difficult feed geometries with hot spots that need active thermal compensation, not just passive resistance
The Limitations You Can’t Ignore
Heat generation alone doesn’t guarantee better yield. The reaction has to raise Metal Feeding Efficiency (MEF) — the rate at which liquid metal reaches the shrinking casting section. That’s what actually moves the needle. So how you position the riser relative to the casting geometry matters a lot.
Most exothermic sleeves on the market also run at wall thicknesses below what would get the most out of casting yield potential. There’s unused performance in most standard setups.
Also, the smaller volume of exothermic risers is a plus in most cases. But tight or confined mold geometries can still create fitment problems. Factor that in at the design stage before committing to a configuration.
Sand Risers: The Low-Cost Baseline and Where They Fall Short
Sand risers are the oldest tool in the foundry. No sleeve, no chemistry, no engineered compound — just molding sand shaped into a reservoir and left to do its job.
That simplicity is the whole value proposition. Sand risers cost less than any alternative. Setup is straightforward. The high permeability of molding sand lets gases escape during solidification — and that matters more than most spec sheets admit.
But the physics don’t care about simplicity.
Sand conducts heat. A lot of it, fast. Molten metal enters the sand riser, and the surrounding mold starts pulling thermal energy out right away. There’s no insulating layer slowing that transfer. No exothermic reaction pushing back. The riser cools at the same aggressive rate as everything else in the mold — and that’s the problem.
The Volume Penalty
To compensate for that heat loss, sand risers need more metal. A lot more.
To match the shrinkage compensation of an insulated riser, a sand riser needs 1.5 to 2 times the volume. That’s not a rounding error. It’s extra metal poured, extra metal cut off, and a yield rate that sits at the bottom of every riser comparison table.
|
Riser Type |
Cost |
Heat Loss |
Volume Required |
Yield Rate |
|---|---|---|---|---|
|
Sand |
Lowest |
Highest |
Largest |
Lowest |
|
Ceramic/Insulated |
Medium |
Medium |
Medium |
Medium |
|
Exothermic |
Highest |
Lowest |
Smallest |
Highest |
Where Sand Risers Still Make Sense
The application window is narrow but real. Simple geometries, small-batch runs, parts with low yield sensitivity — sand risers hold their ground in those cases. Per-unit material cost is low, tooling stays simple, and shrinkage tolerance is forgiving. There’s no reason to pay for performance you don’t need.
Push outside that window, and the yield losses start adding up. The cost advantage disappears fast.
Head-to-Head Comparison: Ceramic vs. Exothermic vs. Sand Risers Across Key Dimensions
Three materials. One job. Very different outcomes.
Line them up across the dimensions that matter in production — volume, heat, yield, cost — and the performance gaps between ceramic, exothermic, and sand risers stop looking like engineering details. They become business decisions you can put numbers on.
Here’s what the data shows.
Volume: How Much Metal You’re Burning
Sand risers need room. Heat escapes fast, so you compensate with raw volume — 1.5 to 2x more metal than an insulated option. That extra material doesn’t feed the casting. It sits in the riser, freezes, and gets cut off.
Ceramic insulating sleeves cut that waste. Riser volume drops 25–40% compared to sand. The thermal barrier does its job.
Exothermic sleeves go further — 50%+ volume reduction versus sand, with no drop in feed performance. Active heat generation changes the math in a big way.
Hybrid designs like PXT/PKXT take this to the limit: 70% riser utilization, about 6 times the performance of a standard sand riser. That 70% figure isn’t theoretical. It’s the industry benchmark. It holds in real production conditions.
|
Riser Type |
Volume Reduction vs. Sand |
Utilization Rate |
|---|---|---|
|
Sand |
Baseline |
~10–15% |
|
Ceramic / Insulating |
25–40% |
Medium |
|
Exothermic |
50%+ |
High |
|
PXT/PKXT Hybrid |
70% |
Up to 6x sand |
Heat Management: Passive Defense vs. Active Offense
Ceramic risers play defense. Low thermal conductivity builds a barrier between the molten metal and the surrounding sand. Heat transfer slows. The riser stays liquid longer. That’s the mechanism — nothing more.
Exothermic risers play offense. Metal powders react with oxidizers the moment liquid metal makes contact. The riser doesn’t just resist heat loss — it generates heat to replace it. For riser diameters above 8 inches, that active chemistry isn’t a bonus. At that scale, insulation alone can’t hold the feed window open long enough.
Sand has no defense at all. High conductivity, fast cooling, and no chemistry working in your favor. The riser and casting race to solidify together — and the riser loses.
Yield: Where the Real Cost Math Lives
About 80% of foundries running sleeve risers today do it for one reason: yield improvement. Smaller risers, less remelt, lower cleaning costs, reduced cutting labor. The ROI builds from several directions at once.
The EXF series exothermic sleeves add another layer — a fluorine-free formula means no sand contamination and no fish-eye defects. That’s not just a quality win. It cuts out a failure mode that can trigger a full-batch rejection.
Ceramic mini-risers bring real value in tight geometries. Fiber sleeves compress under high-pressure ramming and lose their shape. Ceramic holds. Shape retention in confined mold layouts isn’t a minor spec detail. It’s the difference between a riser that feeds as designed and one that shifts position and creates hot spots.
Round neckdowns reduce the contact area between riser and casting. No metal padding. No breaker cores needed. Cleaner cuts, less finishing work, better economics per part.
The Bottom Line on Material Selection
The ceramic vs. exothermic vs. sand riser choice comes down to two things: what your casting needs from a heat standpoint, and what your operation can justify on cost.
Sand works at the low end of complexity and volume. Ceramic closes the gap on heat loss without adding chemistry. Exothermic rewrites the heat equation. Hybrid designs capture both effects, pushing utilization rates that sand risers can’t touch.
Choose based on section thickness, alloy shrinkage rate, production volume, and riser diameter. At 8 inches and above, exothermic properties aren’t a premium feature — they’re a functional requirement.
Critical Selection Factors: How to Choose the Right Riser Material for Your Application
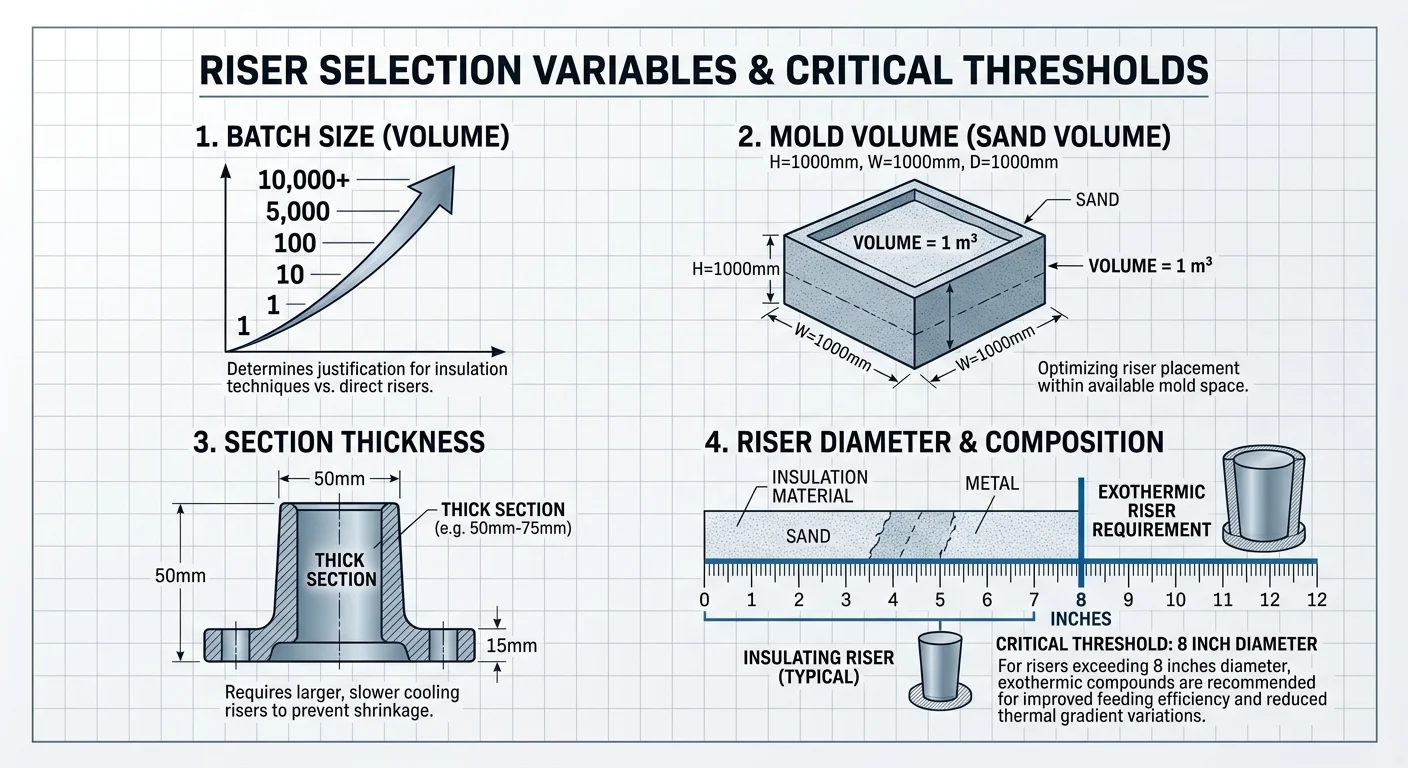
Four variables determine your riser material: section thickness, batch size, mold volume, and sleeve diameter. Get these four right, and selection stops being a judgment call. It becomes arithmetic.
Section Thickness Drives the First Decision
Thin sections — under 2 inches — solidify fast. An insulated ceramic sleeve holds enough thermal resistance to keep the riser liquid through that window. You don’t need chemistry. You need a barrier.
Go past 4 inches of section thickness, and the numbers shift hard. Feeding time jumps to 10–20 minutes for exothermic risers versus 2–4 minutes for insulated sleeves. Insulation alone can’t hold the feed window open that long. Exothermic chemistry isn’t a premium choice at that point. It’s a physical necessity.
The middle band — 2 to 4 inches — is where hybrid configurations earn their place. Feeding times run 8–15 minutes. Scrap drops by 12–20%. Cost per pound lands between insulated and exothermic. The trade-off is real and measurable.
Production Volume Changes the Cost Equation
At low volumes, the per-unit cost gap between ceramic and exothermic feels small. Scale to 10,000+ units, and it isn’t. Exothermic sleeves run $1–2/lb at volume versus $2–3/lb for insulated — 30% lower. Add a 15–25% scrap reduction and 15–25% faster cycle times, and the gap grows wider with every pour.
Mold Space and Sleeve Diameter Set Hard Limits
Free mold volume below 20% turns standard riser geometry into a fitment problem. Neck-down designs cut riser footprint by up to 40%. Top-side configurations free up space that side-mounted risers would take.
Diameter is its own constraint. Commercial sleeves below 8 inches run wall thicknesses under 0.5 inches — enough for standard applications. Push to 8 inches or above, and you need 0.75–1.0 inches of sleeve wall to hold feed performance. Add an exothermic insert for a +15% heat boost, or use chills to recover 10–15% feeding efficiency.
The four-step selection process:
1. Measure section thickness → under 2 in.: insulated; 2–4 in.: hybrid; over 4 in.: exothermic
2. Assess batch volume → over 10,000 units: exothermic has a clear cost edge
3. Check available mold volume → under 20% free space: slim-neck risers or supplemental chills
4. Verify sleeve wall at diameter → 8 in. or larger: add 0.25 in. wall thickness or specify exothermic insert
These aren’t guidelines. They’re thresholds. Each one marks a point where the wrong material choice stops costing you margin and starts costing you parts.
Common Mistakes to Avoid With Riser Sleeves
Most riser failures don’t happen at the pour. They happen at the spec sheet — weeks earlier. Someone made a call based on habit, not data.
Here are the mistakes that cost foundries metal and margin.
Treating ceramic and exothermic risers as interchangeable.
They aren’t. Ceramic insulates. Exothermic generates heat. That’s a core difference in how each one works. Swap one for the other without adjusting your sizing math — on steel castings in particular — and your riser freezes before the job is done.
Using sleeves that are too thin for large risers.
Cross 8 inches in diameter, and standard commercial wall thicknesses stop doing their job. Simulations back this up. At that scale, poor insulation cuts casting yield in ways you can’t fix without a full redesign.
Trusting supplier catalogs without checking effective thermal modulus (MEF).
Around 80% of foundries pick sleeves based on trust or trial and error — not verified material properties. Proprietary formulations shift more than the catalogs show. Check MEF. Choose on data.
Ignoring neck design on exothermic sleeves.
A channel that’s too narrow kills the riser early. Premature neck solidification cuts off the feed path before the casting is done. Neck geometry isn’t a minor detail. It carries load. Get it wrong, and the rest of your riser setup doesn’t matter.
Mismatching riser shape to casting hot spots.
Round, rectangular, custom — the geometry has to line up with where your shrinkage sits. A riser with the right size but the wrong shape feeds the wrong zone. You don’t get credit for a riser that misses the target.
Skipping contamination checks.
Non-uniform sleeve color, foreign material inclusions, interface defects — any one of these shifts where the shrinkage pipe forms. Check your sleeves before the pour. It takes minutes. Skipping it can cost a casting.
Conclusion
Riser material choice is not a minor detail. It directly affects your casting yield, your scrap rate, and your bottom line.
Sand risers keep costs low. But they need high volume to make up for poor thermal efficiency. Ceramic risers hold heat well and perform across a wide range of applications. Exothermic risers generate their own heat. They shrink your riser footprint and deliver the highest metal yield — especially on complex geometry or difficult alloys.
This riser material comparison between ceramic, exothermic, and sand risers comes down to one straight question: what is poor riser selection costing you per pour?
Run the numbers on your current setup. Then test one alternative sleeve on your next production run.
Small material decisions add up over thousands of castings. The foundries pulling ahead are not guessing. They pick their materials with clear purpose.
Start there.


