Picking the right filter — 10PPI, 20PPI, or 30PPI — for your metal filtration process is not just a spec sheet call. It’s the gap between a clean, defect-free cast and a production failure that costs you big. Most foundry operators fall back on whatever they used last time, or they guess. Neither works when molten metal quality is at stake.
Pore size shapes flow rate, inclusion removal efficiency, and your bottom line. This guide breaks down how each filter performs under real casting conditions. You’ll see where each one wins, where it falls short, and the four variables that should drive your final choice.
What Does PPI Mean in Metal Filtration (And Why It Matters More Than You Think)
PPI stands for Pores Per Inch — the number of pores packed into one linear inch of ceramic foam filter material. Simple definition. Big consequences.
Here’s the core mechanic: higher PPI = smaller pores. A 10PPI foam filter has pores about 0.10 inches in diameter. A 60PPI filter cuts that down to 0.015 inches. Both hold a porosity above 84%, but they work like two different tools on the foundry floor.

The Trade-Off Nobody Talks About Enough
Every PPI decision forces you to choose between two competing forces:
-
Higher PPI captures finer inclusions. Arrestance rates top 90% at 60PPI. The cost? More flow resistance, slower metal velocity, and higher clogging risk.
-
Lower PPI keeps metal moving fast. But capture efficiency drops below 50% at 10PPI. That leaves larger particles sitting in your cast.
This is why 20–40PPI dominates industrial cast houses. It’s the sweet spot where filtration efficiency and flow rate work together instead of against each other.
PPI Isn’t One-Size-Fits-All
Different metals need different pore sizes. Steel runs best at 6–10PPI. Gray Iron sits at 20PPI — tight enough to raise purity without choking flow. Aluminum works at 20–40PPI for standard casting. For aviation-grade or extrusion-quality work, that range climbs to 30–60PPI.
Get the PPI wrong, and no other variable saves you.
10 PPI Filter: Maximum Flow Rate Is the Priority
Large castings don’t forgive slow metal. A steel component over 500kg or more than a meter across needs fast, uninterrupted flow. Premature solidification isn’t a risk — it’s a certainty the moment your filter chokes the metal.
That’s the problem a 10PPI filter solves.
Pores measure 0.10 inches (2.54mm) in diameter. That open structure delivers the highest volumetric flow rate of any standard filter option. Flow rates exceed 10m³/h with no meaningful pressure drop. Compare that to finer foam filters — the open-cell design cuts metal solidification risk by 20–30% during the pour. For heavy castings, that margin separates a usable part from scrap.
Where 10PPI Performs Best
Two casting scenarios call for a 10PPI filter:
-
Large steel castings (>500kg): High flow velocity keeps the metal liquid long enough to fill complex geometries before solidification starts. You need that speed to reach every corner of the mold.
-
High-viscosity superalloy ingots (200–1,000kg): These alloys require sustained flow velocity above 0.5m/s. Drop below that, and channel freezing kills the pour mid-fill. A finer filter chokes that velocity and causes exactly that.
The Hard Limits You Can’t Ignore
A 10PPI filter is a flow tool — not a cleanliness tool. Its arrestance rate falls below 50% for particles under 1–2mm. Fine oxide inclusions in the 50–500μm range? The capture rate drops to near zero.
That’s a real problem. A melt with fine slag or microscopic oxides needs more than a 10PPI filter. Precision components with strict inclusion tolerances below 0.5% by volume? A 10PPI filter alone won’t meet that standard.
The right call: Run the 10PPI as your primary filter for coarse inclusion removal and maximum throughput. Then add a downstream 40–60PPI filter where cleanliness standards demand it. One handles flow. The other handles purity.
20 PPI Filter: The Workhorse Choice for Most Metal Casting Operations
Most gray iron and aluminum foundries running medium-scale production use a 20PPI filter. There’s a solid reason for that.
The 20PPI hits a filtration rate of 78%. It captures inclusions down to 80μm in diameter. That covers oxide films, slag particles, and medium-scale defects in the 50–500μm range. It’s not the tightest filter on the market. But it doesn’t need to be.
Here’s what makes it the default choice across so many operations:
-
30–40PPI filters push filtration efficiency to 85–88%. But they slow your metal down by 20–30% compared to 20PPI. For medium castings, that trade-off costs more than it gains.
-
10–15PPI filters keep flow fast but drop oxide film capture efficiency by 10–20%. Fine inclusions pass straight through.
The 20PPI lands right between those two failure modes. Neither too restrictive nor too open.
Where 20 PPI Delivers
The sweet spot is medium castings in the 10–50kg range — aluminum wheels, gray iron pipes, standard commercial billets. These parts carry moderate oxidation levels. Oxide films usually fall in the 100–300μm range. The 20PPI handles that without choking the pour.
Metal-specific fit:
-
Gray iron: 20PPI is the standard setup for ordinary castings. No adjustment needed.
-
Aluminum alloys: Works best for billet and ingot casting. Medium oxide films are the main contamination concern here.
-
Ductile iron: Can work at 20PPI for medium-scale operations. Still, 10–15PPI is the first recommendation.
Spec and Setup Baseline
For consistent results, match these parameters:
-
Porosity: >84%
-
Compressive strength: ≥0.5 MPa
-
Transmittance: ≥95%
-
Preheat: 260°C+ for 15–30 minutes before the pour
Suppliers like AdTech and Carpenter Brothers offer 20PPI alumina and zirconia options in custom sizes. Chinese manufacturers usually set MOQ at around 100 pieces.
For most foundry operations, the 20PPI stands on its own. The production data backs that up.
30 PPI Filter: Better Filtration Without Slowing Your Pour
The 30PPI foam filter fills a specific gap in the market. It’s tight enough to catch what a 20PPI misses, yet open enough to keep your pour running clean.
A 20PPI stops inclusions above 0.5mm. The 30PPI drops that threshold to 0.1–0.3mm. That’s a real jump in capture precision. Oxide films and fine slag particles that pass through a 20PPI mesh get blocked here. For defect-critical aluminum parts and high-quality Ductile Iron, that gap shows up in your reject rate.
Who Needs a 30PPI
Two production scenarios make the upgrade worth it:
-
High-quality ductile iron (nodular cast iron): Industry benchmarks set the minimum at 25PPI for this grade. A 30PPI ceramic filter cuts defects further — no full system redesign needed.
-
Defect-critical aluminum alloy castings: Automotive and structural aluminum parts have tight inclusion tolerances. A 30PPI is the standard setup here, not a premium add-on.
The Flow Trade-Off — And the Fix
Yes, a 30PPI filter restricts flow more than a 20PPI. That’s not a dealbreaker. It’s an engineering problem with a clear fix.
Increase your runner and gate sizes by 20–30%. That one change recovers 15–25% of the velocity loss. Metal keeps moving. The filter keeps working.
Where It Sits in the PPI Range
|
PPI |
Capture Range |
Flow |
Best For |
|---|---|---|---|
|
20PPI |
>0.5mm |
High |
Standard gray iron, commercial billets |
|
30PPI |
0.1–0.3mm |
Balanced |
Quality ductile iron, precision aluminum |
|
40PPI+ |
<0.1mm |
Low |
Aviation-grade, ultra-precision work |
The 30PPI hits the cost-performance sweet spot. You get fine filtration without the heavy flow penalties that come with 40PPI and above. For most foundries moving up from 20PPI, adjusting gate sizes is a small change. The quality gain you get in return is measurable and real.
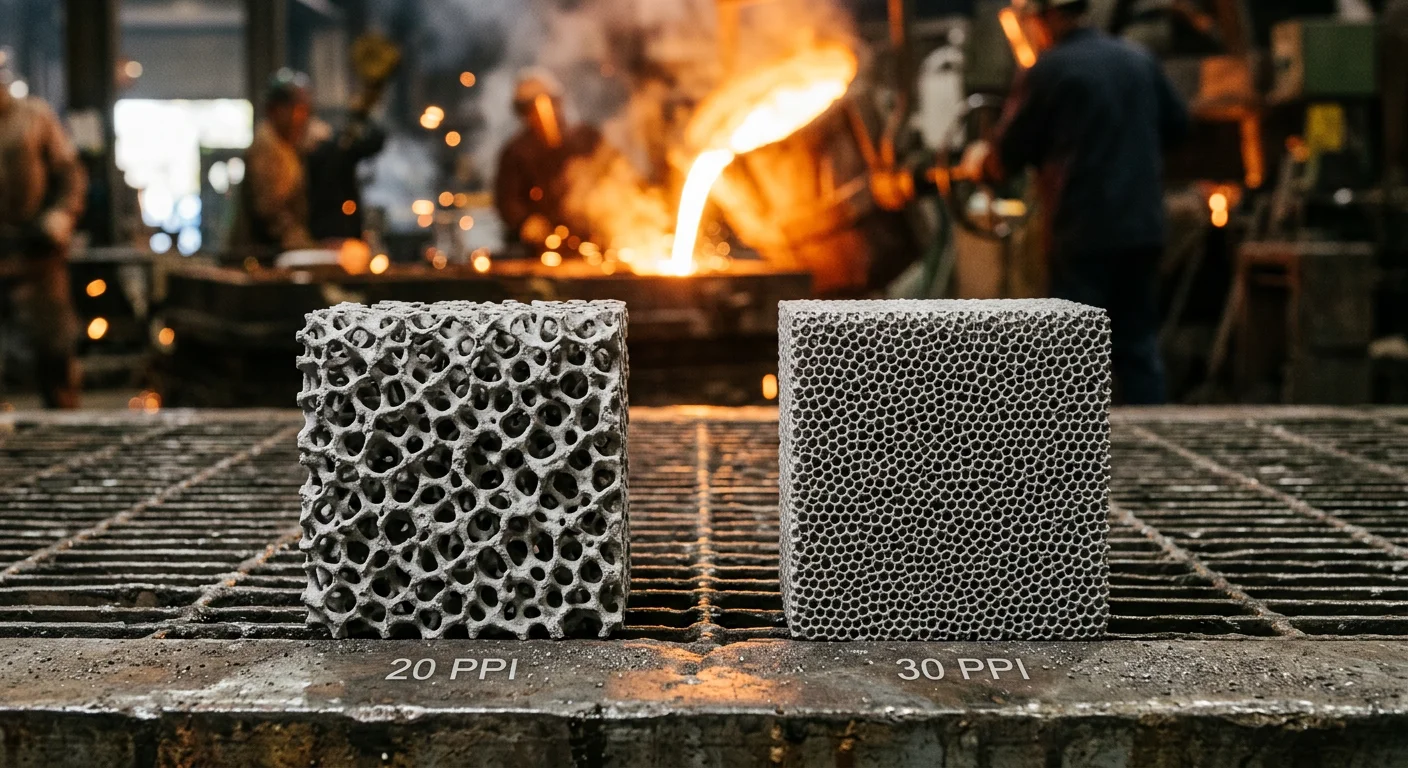
Head-to-Head Comparison: 10 vs 20 vs 30 PPI Across Key Performance Metrics
Put 10PPI, 20PPI, and 30PPI filters side by side under the same conditions. The differences are sharper than most operators expect.
Here’s the full breakdown across the four metrics that matter most in metal filtration.
Filtration Efficiency
The gap between these three filters is clear — and it’s significant.
-
10PPI hits around 70% efficiency under high-flow aluminum conditions. Fine inclusions under 1–2mm pass straight through with no resistance.
-
20PPI pushes that number to ~78–85%. It captures oxide films and slag particles down to 80μm.
-
30PPI reaches ~95% efficiency for ductile iron applications. Waste rates drop below 2%. That’s not a small gain — it’s a completely different level of output quality.
Each step up in PPI tightens your inclusion tolerance. The real question is whether your casting needs that level of precision.
Flow Rate and Pressure Drop
Higher efficiency always trades off against flow. That’s physics — no way around it.
-
10PPI delivers the highest volumetric flow rate. It exceeds 10m³/h with almost no pressure drop. It’s the fastest option, full stop.
-
20PPI reduces flow by 20–30% compared to 10PPI. For medium castings in the 10–50kg range, that reduction is workable.
-
30PPI cuts flow by 40% relative to 10PPI. That’s a steep drop — but you can recover from it. Increase your runner and gate sizes by 20–30%, and you get back 15–25% of that velocity loss.
Flow rate isn’t a fixed number. It’s an engineering variable you can adjust. Filtration efficiency is much harder to fix further down the line.
Clogging Risk and Filter Lifespan
-
10PPI has the lowest clogging risk. Its open structure runs longer between cleanouts. That said, overall casting life is shorter — around 3 months under continuous use.
-
20PPI sits in the middle. It works well as a pre-filter in front of a 30PPI layer and doesn’t saturate fast.
-
30PPI carries the highest clogging potential of the three. But in long-term use, it outlasts both options — closer to 6 months of effective service life. It also drives scrap reduction of up to 15% compared to coarser filters.
Clogging risk is manageable. Scrap rate isn’t.
Cost vs. Performance Return
|
Filter |
Unit Cost |
Service Life |
Scrap Reduction |
Best ROI Scenario |
|---|---|---|---|---|
|
10PPI |
~$0.50/pc |
~3 months |
Baseline |
High-flow, large steel castings |
|
20PPI |
~$0.80/pc |
~4–5 months |
Moderate |
Standard gray iron, commercial billets |
|
30PPI |
~$1.20/pc |
~6 months |
Up to 15% |
Precision aluminum, quality ductile iron |
The 30PPI costs 2.4× more per unit than the 10PPI. But it lasts twice as long and cuts your scrap rate by up to 15%. In any medium-to-high volume operation, that math adds up fast.
The bottom line: Cheap filters are not cheap. The real cost shows up in your reject pile.
How to Choose the Right PPI: A Decision Framework Based on 4 Key Variables
Four variables determine which filter belongs in your system. Get all four right, and the choice is clear. Miss even one, and you’re guessing — and guessing in a foundry costs money.

Here’s the framework that cuts through the noise.
Variable 1: Metal Type and Alloy Grade
Your metal makes the first cut. Steel runs best at 6–10PPI. Gray iron sits at 20PPI. Aluminum standard casting lands in the 20–40PPI range. Aviation-grade aluminum and precision extrusion work push that range to 30–60PPI.
This isn’t a suggestion. It’s metallurgy. Each alloy has its own viscosity, oxidation behavior, and inclusion profile. Each one demands a specific pore size range. Start here before you touch any other variable.
Variable 2: Casting Weight and Geometry
Size matters more than most operators realize.
-
Large castings over 500kg with complex geometry need steady, unbroken flow. A 10PPI filter keeps metal moving before it solidifies.
-
Medium castings in the 10–50kg range work best with 20PPI. Flow stays manageable. The filter handles typical oxide films at that production level.
-
Precision components under 10kg with tight inclusion tolerances? That’s 30PPI territory — at minimum.
Thin-walled or detailed casting geometry? Weight alone doesn’t tell the full story. Factor in fill time. Factor in how far the metal travels before it solidifies.
Variable 3: Inclusion Tolerance and Defect Standards
What’s your rejection threshold? This variable splits foundries running commercial-grade output from those hitting aerospace or automotive specs.
-
Standard commercial castings: 20PPI handles oxide films down to 80μm. That’s enough.
-
Ductile iron at quality grade: Industry benchmarks require a minimum of 25PPI. A 30PPI gives you margin.
-
Defect-critical aluminum components: 30PPI is the baseline, not a premium upgrade.
Your downstream quality inspection keeps catching fine-inclusion defects? The filter PPI is almost always part of the problem.
Variable 4: Production Volume and Cost Per Cast
This is where the real ROI conversation happens.
|
Filter |
Unit Cost |
Service Life |
Scrap Reduction |
|---|---|---|---|
|
10PPI |
~$0.50/pc |
~3 months |
Baseline |
|
20PPI |
~$0.80/pc |
~4–5 months |
Moderate |
|
30PPI |
~$1.20/pc |
~6 months |
Up to 15% |
The 30PPI costs 2.4× more per unit. But it lasts twice as long and cuts scrap by up to 15%. In high-volume operations, that math closes fast.
Don’t optimize for the cheapest filter. Optimize for the lowest cost per defect-free cast. Those are two different numbers. Mixing them up is how foundries lose money, pour by pour, without ever noticing.
Run all four variables together. Where they converge is your answer.
Common Selection Mistakes and How to Avoid Them
Even experienced foundry operators get this wrong. Not because they don’t care about quality — but because bad habits repeat, and they’re hard to catch until the scrap pile builds up.
Here are the most common PPI selection mistakes, and how to fix each one.
Defaulting to Whatever Worked Last Time
Last pour’s filter choice is not your blueprint. Alloy grade, casting weight, and inclusion tolerances change between jobs. A 20PPI that worked well on gray iron billets will fall short on defect-critical aluminum components — every time.
The fix: Run all four decision variables fresh for each job — metal type, casting weight, inclusion tolerance, and production volume. Don’t carry old assumptions into new pours.
Optimizing for Filter Price Instead of Cost Per Defect-Free Cast
A 10PPI filter at ~$0.50/unit looks like the smart buy. It isn’t. Your scrap rate climbs. A 30PPI at ~$1.20/unit would have cut rejections by up to 15%. You lose the cost argument either way — just in a less obvious place.
The fix: Calculate total cost across filter lifespan and scrap reduction. The 30PPI lasts ~6 months versus ~3 months for the 10PPI. The math turns fast at any real production volume.
Ignoring Flow Rate as an Engineering Variable
Operators see a 30PPI’s 40% flow reduction versus 10PPI and drop it as an option. That’s a fixable problem treated as a dealbreaker.
The fix: Increase runner and gate sizes by 20–30%. You recover 15–25% of the velocity loss. The filter keeps working. The pour keeps moving.
Skipping the Downstream Filter in Two-Stage Systems
Running a 10PPI alone on high-flow steel pours and calling it complete filtration is a shortcut that costs you. Fine oxides in the 50–500μm range pass straight through. Your inclusion rate stays high — no matter how clean the melt looks before the pour.
The fix: Pair your 10PPI with a downstream 40–60PPI filter where cleanliness standards are strict.
– One filter handles throughput
– The other handles purity
Both are necessary. Skipping either one puts your quality at risk.
Conclusion
Picking between a 10PPI, 20PPI, or 30PPI filter isn’t guesswork. It’s an engineering call — and it directly affects your metal quality, yield rate, and bottom line.
Here’s the core of it: match your PPI rating to three things.
-
Your alloy viscosity
-
Your casting complexity
-
Your cleanliness tolerance
Over-filter, and you choke your flow. Under-filter, and inclusions damage your final product. Most operations use 20PPI — and there’s solid reasoning behind that. But your operation has its own demands.
So stop guessing and start testing. Pull your current rejection data. Review your alloy specs. Then run the decision framework from this guide against your next production batch. Let the data tell you what your process needs.
The right filter does two jobs. It pulls out impurities. It also takes uncertainty out of your Casting process.
Get the PPI right from the start, and every step after that becomes simpler.