
Choosing the wrong riser type doesn’t just cost you material — it costs you the entire casting. Yet the open riser vs blind riser decision gets made on gut feel more often than it should. Most of the time, it’s left to whoever set up the last job. These two designs solve different problems. Using one where the other belongs is one of the most common — and most expensive — mistakes in metal casting.
This guide breaks down how each riser works, where each one belongs, and the practical numbers that should drive your decision. So you can stop guessing and start getting cleaner castings, every time.
What Is an Open Riser? Core Design and How It Works
Strip away the vertical board between two stair treads, and you’ve got an open riser. No backing, no fill — just the tread floating in space where solid material used to be.
The structure looks simple, but the engineering is exact. No vertical riser board means no shared load. Each tread carries its own weight. That calls for thicker stock — 1.75″ to 4″ based on material and span — bolted straight to the stringers with metal brackets or purpose-built hardware.

The core components of an open riser staircase:
-
Stringers — the spine of the whole structure. Timber, steel, or a mono stringer running down the center
-
Treads — hardwood, steel, glass, or composite; thick enough to handle foot traffic without flex or bounce
-
Fastening hardware — brackets and bolts that do the structural job a riser board would have handled
-
Railings — cables, metal balusters, or glass panels required by code once the stair goes above 30″ above grade
That last point is worth noting. Virginia code says any open riser at height must block passage of a 4-inch diameter sphere. So the gap can look open, but it can’t be a safety hazard. OSHA follows the same logic — gaps must stay within maximum limits, guardrails need solid anchoring, and load-bearing capacity must check out before anyone uses the stair.
Layout options are wide open. You can go straight runs, 90-degree turns, switchbacks, or a custom layout built around your space. Most mono stringer systems are also built for on-site assembly, so the install is more straightforward than the finished product suggests.
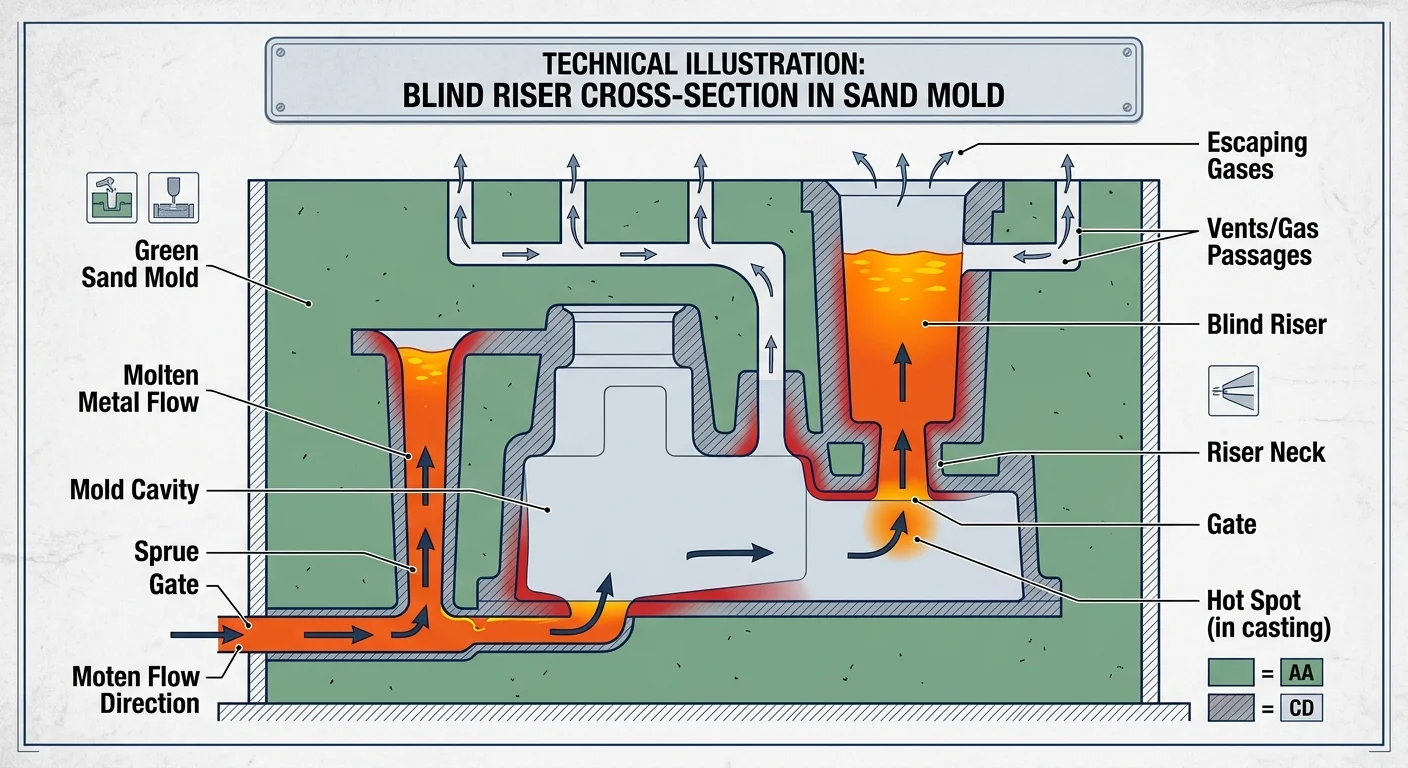
What Is a Blind Riser? Core Design and How It Works
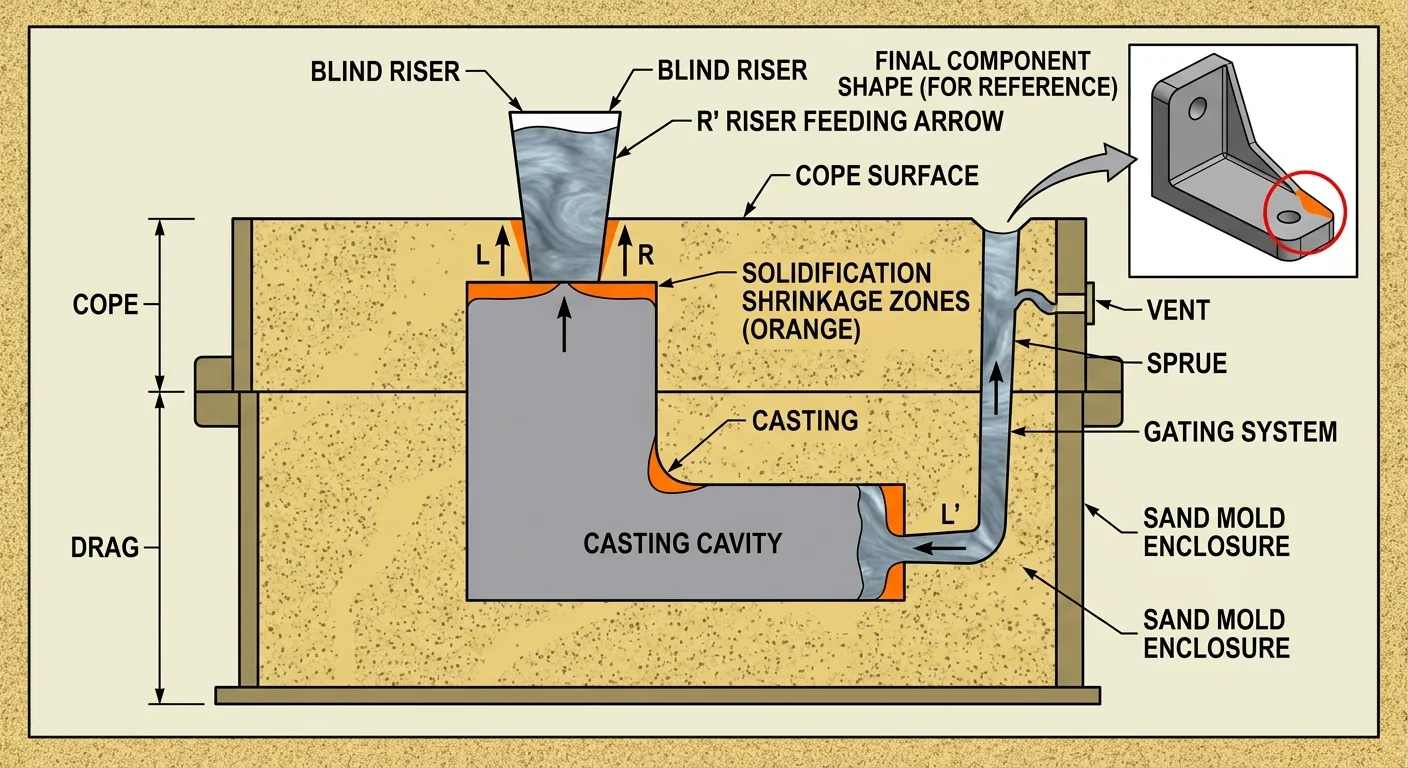
A blind riser sits buried inside the molding material — sealed on all sides, with no exposure to open air. That one difference changes how the whole system works.
An open riser needs atmospheric pressure to push metal down into the casting. A blind riser takes a different path. Steel alloys form a solid skin on the casting surface as they cool. That skin drops the pressure inside the casting. The blind riser — sitting at higher pressure — pushes liquid metal uphill into that low-pressure zone. No outside air needed.
The geometry is deliberate:
-
Spherical and dome shapes replace old cylindrical designs — cutting riser metal weight by 30% and pushing yield numbers up in proportion
-
Spherical risers range from 1.5″ to 24″ inside diameter, with built-in firecracker cores and contact areas cut by 50%
-
Dome risers cover 0.75″ to 14″ inside diameter for smaller castings
-
Necker-down contact points reduce heat transfer at the junction — so the riser stays hot longer than the casting below it
That slower heat loss is the whole point. A blind riser holds temperature better than an open one. More feeding time means less shrinkage.
The performance gap is real and measurable. A standard blind riser hits 60% yield on a casting like CF8M stainless. Step up to exothermic designs — Tele-Feeders or Mini Risers — and yield climbs to 75%. That drops a 409 lb riser requirement down to 327 lbs on the same part.
Some alloys don’t build a strong skin — Ductile Iron and aluminum are two examples. No skin means no pressure drop. Compressed gas fills that role instead. Simulation sets the size, pressure level, and timing before the first pour ever runs.
Venting chambers cover the other side: clear air passage stops vacuum pockets from forming. The feed path stays clean all the way through solidification.
Open Riser vs Blind Riser: 5 Key Differences That Matter
Five differences. That’s all that separates a casting that feeds clean from one that shrinks in the wrong place at the wrong time.
Here’s what changes between these two designs — and why each difference has real consequences on the shop floor.
1. Exposure to Atmosphere
An open riser sits exposed. Air contacts the metal from the top. Atmospheric pressure does the feeding work — it pushes liquid metal down into the casting as the metal solidifies.
A blind riser has no such connection. Sand encloses it on all sides. So venting must be engineered on purpose — through pop-off vents or core channels. Skip that step, and a vacuum forms inside the mold. That vacuum shuts down feeding. Get the venting wrong, and the riser becomes useless. Get it right, and you don’t need the atmosphere at all.
2. Heat Loss Efficiency
Open risers bleed heat fast. The top surface is exposed. It radiates heat into open air through the entire solidification window.
blind risers hold heat longer. Sand wraps around the riser on all sides. That sand acts as insulation. The slower cool-down keeps metal liquid inside the riser for more time — more feeding time, less shrinkage.
For steel and iron castings, high shrinkage rates demand extended feed windows. That extra heat retention isn’t a small edge. It’s the whole ballgame.
3. Mold and Flask Requirements
Open risers don’t fight the flask. Cylindrical sleeves — insulating or exothermic riser sleeves — extend feed time without adding extra vertical height. The design stays compact.
Blind risers need room. Sand encloses them on all sides inside the mold. That requires a taller flask to fit the added volume. You get higher tooling complexity and more cost on tight-footprint jobs. It’s a real trade-off, not a footnote.
4. Placement Flexibility
Open risers almost always go on top. Geometry and gravity put them there.
Blind risers can go anywhere. That’s their structural advantage. You can place them next to hot spots, position them at lower sections of the mold, or use them as side risers in mechanized molding lines. Open risers can’t work in those spots — they’re too hard to access and impossible to top up.
For complex geometries with shrinkage risk away from the parting line, blind placement is often the only practical choice.
5. Feeding Efficiency and Yield
This is where the numbers get serious.
Open risers let operators watch the feed, stir the metal, and add material mid-pour. That sounds like an advantage. In practice, it signals lower system efficiency — the riser is making up for what the design couldn’t do on its own.
Blind risers with well-engineered venting chambers tell a different story. AG Anderson’s tests showed that venting chambers stopped vacuum formation, allowed measurable metal loss through the riser (direct proof of active feeding), and cut overall pouring weights. Yield climbed from 51% to 66.7% in controlled trials. Riser size dropped. Removal hours dropped with it.
The Williams core design adds another layer. It puts a sharp recess at the top of the blind riser. That recess creates a localized hot sand effect. The riser neck stays fluid longer than the surrounding casting. That’s not a workaround — that’s the mechanism doing the job it was built for.
The practical split looks like this:
|
Casting Type |
Preferred Riser |
|---|---|
|
Large steel castings |
Open riser |
|
Medium/small iron castings |
Blind riser |
|
Gray Iron, ductile iron |
Blind preferred |
|
Mechanized molding lines |
Blind (side riser) |
Your alloy, part geometry, and production setup all shape which difference matters most. Match this comparison to those specifics, and it stops being theory. It becomes a decision you can act on.
Open Riser: Best Applications and Scenarios
Some staircases carry weight. Others carry light. The open riser does both — but only in the right building.
The short version: open risers belong in spaces where visual openness matters as much as structural strength. Modern homes, lofts, commercial interiors, open-plan apartments. The goal is air, brightness, and clean architectural lines — not enclosed utility.
Spaces where open risers perform best:
-
Contemporary new builds and barn conversions — Open-plan layouts call for it. Light moves between floors without interruption. The staircase stops being a wall and becomes part of the room.
-
Minimalist interiors and modern apartments — No vertical board means no visual clutter. The tread floats. In compact spaces, that gap does real work — rooms read 20–30% larger when the eye moves through a staircase rather than stops at it.
-
Luxury residences, lofts, and upscale commercial spaces — Open risers show clear design intent. That choice reads from across the room.
-
Adult-only households — No small children, no pets. That’s not a side note; it’s a firm boundary. The same gaps that let light pour through are the same gaps a toddler or a dog can fall through.
Material options open things up further. Wood, steel, glass — open riser construction handles all of it. Straight runs, curved layouts, spiral configurations. The form adapts without losing the core visual effect.
One real trade-off: open riser construction costs more upfront. Specialized hardware takes over what a standard riser board would handle on the structural side. You pay for that engineering. What you get back is full access for inspection and maintenance — the underside of every tread stays visible and easy to reach.
In hallways and entrance areas, the difference shows up in natural light most clearly. Sunlight filters through. A closed riser blocks it. That one change transforms how a modest entry feels on an ordinary Tuesday morning.
Blind Riser Best Applications and Scenarios
Blind risers earn their place the hard way — by doing what open risers flat-out cannot.
The physics drives the decision. Steel alloys form a solid skin on the casting surface during solidification. That skin drops internal pressure. The blind riser sits at higher pressure and pushes liquid metal uphill into the shrinking zone. No atmosphere required. No top access needed. The feeding runs on pressure differential alone.
That mechanism needs a strong skin to work. Ductile iron in sand molds don’t build a strong enough skin. No skin means no pressure drop — and no uphill feeding. For those alloys, compressed gas pressurization fills the gap. Simulation sets the pressure level, riser size, and timing before a single pour runs.
Where blind risers outperform:
-
Medium and small malleable and Ductile Iron castings — the geometry and section thickness match the feeding range these risers were built for
-
Mechanized molding lines — Blind side risers fit tight production layouts where open risers can’t be accessed or topped up
-
Hot spot targeting — place blind risers beside isolated shrinkage risk areas, not just on top of the casting
-
Thick-section, high-production work — exothermic designs like HA Tele-Feeders and ASK Mini Risers feed up to 75% of their volume, compared to about 60% for standard blind risers
The yield numbers tell the story. A standard ø7″ × 10.5″ riser requires a 409 lb pour weight. Switch to an exothermic Tele-Feeder design on the same casting, and that number drops to 327 lbs. The riser pipes to the casting surface with minimal internal shrink left behind.
Venting chambers add another layer. AG Anderson’s controlled trials showed that proper venting stopped vacuum formation, let metal move through the riser, and pushed yield from 51% to 66.7%. One design detail. That size of result.
One specific application worth noting: small blind risers can correct cope surface depressions caused by uncontrolled pouring temperatures. It’s a targeted fix, not a general rule — but it can save a casting when that problem shows up.
Feeding Efficiency Compared: The Numbers Behind the Choice
The yield gap between open and blind risers isn’t opinion — it’s measurable, repeatable, and big enough to change the economics of every casting you run.
Start with the baseline. A standard blind riser on a CF8M stainless casting delivers 60% yield. That sounds acceptable until you see what an exothermic design does to the same part. Tele-Feeders and Mini Risers push yield to 75%. That 15-point swing goes straight into metal weight. A casting that needed a 409 lb pour drops to 327 lbs — same part, same alloy, different riser design.
Open risers don’t offer that lever. The feed window closes fast. The exposed top surface bleeds heat into open air through the whole solidification. Operators respond by watching the pour, stirring the metal, topping up the riser. That intervention looks like control. What it signals is that the riser design is working harder than it should.
Blind risers with well-engineered venting chambers change the picture. AG Anderson’s controlled trials measured the gap. Before venting chambers: yield sat at 51%. After: 66.7%. One design change. That’s a 15-point yield gain from fixing a single problem — vacuum formation blocking the feed path.
The numbers side by side:
|
Riser Type |
Typical Yield |
Notes |
|---|---|---|
|
Open riser |
~50–55% |
Heat loss limits feed window |
|
Standard blind riser |
~60% |
Sand insulation extends feed time |
|
Exothermic blind riser |
~75% |
Tele-Feeder / Mini Riser designs |
The Williams core mechanism explains the efficiency edge in clear terms. A sharp recess at the top of the blind riser creates a localized hot sand effect at the neck. The neck stays fluid longer than the surrounding casting. That isn’t a workaround — it’s the feed path staying open at the right moment, in the right spot.
Riser removal hours follow yield in the same direction. Smaller risers take less time to cut. That saving builds up across a production run faster than most shops expect.
Common Design Mistakes and How to Avoid Them

Bad riser decisions follow predictable patterns. The same errors show up across foundries, across alloys, across production volumes. Knowing what they are is half the fix.
Picking riser type by habit, not by alloy
Gray iron and steel shrink in different ways. Their solidification mechanics don’t work the same. An open riser that performs well on a large steel casting will fall short on a medium ductile iron part. Why? Ductile iron doesn’t build the skin pressure that makes blind feeding work. The feed window also closes faster than the exposed riser can keep up with. Match the riser to the alloy. That’s the starting point.
Skipping venting on blind risers
A blind riser without proper venting doesn’t feed — it traps. Vacuum forms inside the mold. The feed path shuts down. AG Anderson’s trials showed what fixing this one detail does: yield jumped from 51% to 66.7%. The riser was always capable. The vacuum was the one thing stopping it.
Undersizing the flask for blind riser placement
Sand must enclose the blind riser on all sides. Foundries that skip accounting for the added vertical volume end up with mold failures or riser exposure. Check flask height before tooling is cut — not after.
Over-relying on operator intervention with open risers
Stirring and topping up mid-pour feels like quality control. It isn’t. It signals a riser losing heat faster than the casting needs. Your open riser needs constant attention to feed? That’s a design problem — not an operator problem. Revisit the design, not the technique.
Ignoring simulation before the first pour
Blind risers on ductile iron or aluminum sometimes need compressed gas pressurization. The pressure level, timing, and riser size aren’t guesswork — simulation sets them. Running the first pour without that data means running it blind.
Fix the process before the metal moves. Every one of these mistakes is cheaper to catch on paper.
Quick Decision Guide: How to Choose Between Open and Blind Risers

Three questions. Answer them straight, and the right riser becomes obvious.
1. Where is the shrinkage risk in your mold?
Hot spots at the top, reachable from above — go with an open riser. Hot spots buried deep in heavy sections, lower in the mold, no clean top access — use a blind riser. Place the riser where the heat is. Convenience has nothing to do with it.
2. What does your production setup allow?
Mechanized molding lines use blind side risers. Yes, taller flasks come with that. But the placement flexibility makes it worth it. Manual operations on large steel castings use open risers — you can watch the metal level, stir it, and top up as needed.
3. What alloy are you pouring?
Large steel castings: open riser. Medium and small malleable or ductile iron: blind riser.
The three feeding rules that override everything else:
-
Riser solidification time must meet or exceed the casting section
-
The riser must hold enough metal to cover shrinkage
-
The feed channel to the hot spot must stay open and clear the whole way through
Nail all three, and your riser choice holds up. Miss any one of them, and the riser type stops mattering. The casting fails either way.
Conclusion
Picking between an open riser vs blind riser isn’t guesswork. It’s an engineering call with real consequences — your yield, your scrap rate, and your bottom line all depend on it.
Here’s the short version: open risers give you visibility and simplicity. Blind risers give you efficiency and thermal advantage. Neither is always the better option. The right choice comes down to specifics — your alloy’s shrinkage behavior, your part geometry, and how hard you need to defend your feeding efficiency numbers.
Get this wrong, and you’re not just scrapping a casting. You’re scrapping time, metal, and margin.
So take the next step now. Go back to your current riser designs and run them against the decision framework above. Still fighting shrinkage porosity on repeat? The riser column is likely where your answer sits.
Design smarter. Feed better. Scrap less.


